
Introduction
Screw conveyors show up in nearly every bulk solids operation—food processing, chemical manufacturing, pharmaceuticals, fertilizer production, and recycling—moving powders, granules, and semi-solids from one process point to the next.
Most operations don't struggle with whether to use a screw conveyor. They struggle with which type to use and how to drive it. Choose the wrong configuration for your material, and you get blockages, excessive wear, or throughput that falls short. Choose a fixed-speed drive when the process demands variability, and you lose control of feed rates—and potentially product quality.
What follows breaks down the four main screw conveyor types, how drive systems work, and when variable speed drives (VFDs) make the difference between a process that runs well and one that doesn't.
Key Takeaways
- Screw conveyors move bulk material via a rotating helical screw inside a trough or tube—available in horizontal, inclined, vertical, and shaftless configurations
- The right type depends on material characteristics, required elevation, and plant layout
- Drive systems range from fixed-speed gear reducers to VFDs, which adjust output speed continuously without mechanical changes
- VFDs are essential for screw feeders and any application requiring adjustable, precisely controlled feed rates
- Pairing the wrong drive to a conveyor type is a leading cause of premature wear and process inconsistency
What Is a Screw Conveyor?
A screw conveyor moves bulk material by rotating a helical screw (flight) inside an enclosed trough or tube. Each revolution advances material forward by one pitch— a straightforward mechanism that holds true from compact inline units to large industrial systems handling thousands of cubic feet per hour.
In practice, screw conveyors connect process equipment, feed downstream machinery, and discharge hoppers or silos. They handle materials ranging from dry grain and fine powders to wet sludge and compacted bulk solids—materials that would defeat a belt conveyor entirely.
What makes screw conveyors practical is their configurability. Orientation, flight design, trough style, and drive type can all be adjusted to match almost any bulk material handling requirement.
Jersey Crusher's screw conveyors are engineered-to-order across three configurations and three material grades:
- Horizontal, inclined, or vertical orientation to fit plant layout
- Carbon steel for general industrial applications
- 304 stainless steel for sanitary or food-grade environments
- 316 stainless steel for pharmaceutical-grade or corrosive-material applications
Types of Screw Conveyors
Screw conveyors are not one-size-fits-all. Selecting the wrong type for your material and layout leads to fallback, blockages, accelerated wear, or capacity that simply doesn't meet production targets.
Horizontal Screw Conveyors
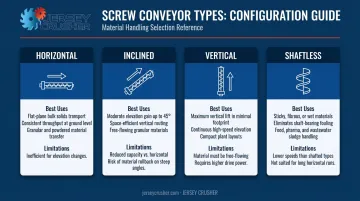
The most common configuration. Horizontal screw conveyors move material in a straight, level path using a standard or variable pitch screw inside a U-trough or tubular housing.
Trough loading determines how much of the trough cross-section is filled during operation. CEMA-based engineering tables from KWS and Martin define 15%, 30%, and 45% as standard design points — 45% reserved for light, free-flowing, non-abrasive materials.
Best suited for:
- General bulk material transfer between process points
- Free-flowing to moderately sluggish materials—grain, fertilizer, powders, granules
- Multi-inlet or multi-discharge configurations
- Applications with no elevation change required
Limitations: Highly abrasive or sticky materials require adapted flight designs (ribbon or cut flights). Not appropriate when vertical elevation is needed.
Inclined Screw Conveyors
Inclined conveyors move material upward at angles from 0° to 45° above horizontal, eliminating the need for separate elevating equipment. The trade-off is efficiency: as angle increases, capacity drops and power requirements rise due to gravity and material fallback.
The efficiency penalty is significant above 20°. KWS engineering data shows:
| Incline Angle | Typical Capacity Loss |
|---|---|
| Up to 10° | Minimal |
| 10–20° | 10–40% |
| 20–30° | 10–70% |
| 30–45° | 30–90% |
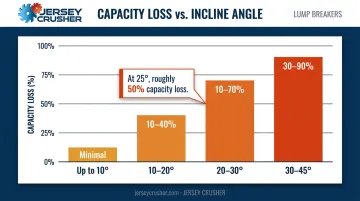
For context, a standard screw at 25° carries roughly 50% of its horizontal capacity.
Best suited for: Plants where material must be elevated between processing levels—transferring grain, aggregates, or food ingredients from a lower hopper to an elevated bin—where a single inclined unit replaces two pieces of equipment.
Design constraints: Angles above 20–25° require specific corrections—reduced pitch, tubular trough housing, and recalculated capacity. Skipping them produces chronic underperformance.
Vertical Screw Conveyors
Vertical conveyors operate above 45° inclination (often straight up) and rely on centrifugal force from high-speed screw rotation to lift dry, free-flowing materials. SCC's engineering catalog lists vertical lift capacity at 70 feet or more, depending on material bulk density and drive sizing.
Best suited for: Space-constrained operations needing to move dry powders, grain, or granules between floors with a minimal footprint.
What it won't handle:
- Feed rate variation — inlet control must be accurate to prevent surging or stalling
- Sticky, viscous, or poorly flowing materials
- Applications where wear rate is a constraint — higher operating speeds accelerate wear vs. horizontal units
Shaftless Screw Conveyors
Shaftless designs eliminate the central shaft and internal bearings entirely, using a free-floating spiral to convey material. Removing the shaft also removes the primary failure point when handling difficult materials—wrapping, clogging at hanger bearings, and shaft fouling.
Best suited for:
- Sticky, fibrous, viscous, or stringy materials: dewatered sludge, screenings, grit, high-moisture biosolids
- Wastewater treatment, food processing, and recycling applications where shafted designs would require constant clearing
- Materials where large lumps or adhesive properties would block internal bearings
KWS, HUBER, and Martin all support shaftless conveyors for these applications, specifically citing the elimination of internal bearings as a maintenance advantage.
Where it falls short: Lower operating speeds, higher upfront cost than shafted conveyors, and reduced suitability for long conveyor runs. Tight metering control typically requires additional instrumentation.
Types of Screw Conveyor Drives
Every screw conveyor is powered by a motor connected to a speed reducer (gear reducer). The reducer converts the motor's high-speed, low-torque output into the lower speeds and higher torque needed to rotate the screw under load.
One critical data point: KWS engineering guidance notes that startup horsepower and torque requirements can reach 2.5 times normal operating conditions—so drive sizing cannot be based on running load alone.
Compact Multi-Ratio Gear Reducers
Available in parallel or right-angle configurations with integral motor options, these reducers are custom-built per application. That precision fit comes with a trade-off: replacement lead times can stretch if a unit fails, since they're not stocked items.
Modular Gear Reducers
These use a standardized, field-serviceable design stocked at distributors, typically requiring a sheave-and-belt combination to reach target screw speed. Easier in-field service and readily available spare parts are the main draws. Higher upfront cost and belt wear are the ongoing trade-offs.
For example, NORD's screw conveyor drive package uses CEMA mounting dimensions, closely stepped gear ratios, and eliminates top motor mounts, pulleys, belts, and guards in its compact configuration—reducing part count and simplifying field maintenance.
The right choice between these configurations depends on how critical uptime is, how accessible the drive location is for maintenance, and whether the process requires fixed or variable speed control—a factor covered in the next section.
Variable Speed Drives for Screw Conveyors
A variable speed drive (VFD) is an electronic control unit installed between the power supply and the motor. It adjusts the frequency—and therefore the voltage—supplied to the AC motor, which directly controls screw rotation speed. The result: continuous, precise speed adjustment from near-zero to full operating speed without any mechanical changes to the drive assembly.
Why Speed Control Matters
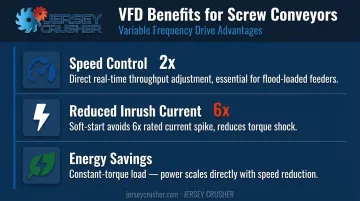
Screw conveyor capacity is directly proportional to RPM under uniform feed conditions. That means a VFD gives operators direct, real-time control over throughput. Speed up the screw, more material moves. Slow it down, less does. No stopping the system, no swapping components.
For screw feeders—flood-loaded at 100% inlet capacity and used specifically to meter material from hoppers, bins, or silos—this control is indispensable. KWS Manufacturing's VFD guidance confirms that VFDs are essential for screw feeders used as volumetric metering devices, enabling fine-tuning of discharge rate to match downstream process demands.
Energy and Mechanical Benefits
Screw conveyors are classified as constant-torque loads, meaning power varies directly with speed. Per U.S. Department of Energy motor-system guidance, this means running a screw at lower speed genuinely reduces energy consumption—unlike with variable-torque loads where the relationship is more complex.
VFDs deliver two further mechanical advantages:
- Reduced inrush current: DOE motor guidance identifies locked-rotor starting current at typically 6 times rated full-load current. VFD soft-start ramps speed gradually, avoiding this current spike and the mechanical torque shock that comes with it
- Extended component life: Lower startup stress translates directly to reduced bearing and drive component wear
For VFD sizing on screw feeders specifically, KWS recommends sizing the VFD for at least 2 times motor full-load amps to handle high inrush current during startup.
When VFDs Are the Right Choice
A VFD is worth specifying when:
- Feed rates need to vary during operation (demand fluctuates upstream or downstream)
- The conveyor serves as a feeder requiring tight volumetric metering
- Materials are prone to flooding at fixed speeds
- Multiple materials with different bulk densities run on the same conveyor
- The system integrates with automated process controls (SCADA, PLC, DCS)
Jersey Crusher's screw conveyors and volumetric feeders are built for VFD integration, which matters most in applications where input rates directly affect product quality. Chemical processing (reaction stoichiometry), pharmaceutical manufacturing (GMP compliance), and food processing (ingredient ratios) are the most common cases.
Jersey Crusher's engineering team can evaluate material samples to determine whether VFD integration is necessary for a given application, a step that removes guesswork before the system is built.
How to Choose the Right Screw Conveyor and Drive Configuration
Getting the combination right starts with the material. Everything else follows.
Step 1: Characterize Your Material
Material properties determine both the screw configuration and the appropriate speed range:
- Flowability — free-flowing vs. sluggish vs. non-flowing
- Bulk density — affects horsepower calculations and trough loading selection
- Particle size — influences flight type and pitch selection
- Moisture content — high moisture may require shaftless design
- Abrasiveness — drives material grade selection (carbon steel vs. AR steel vs. stainless)
- Stickiness/stringiness — shafted designs may not be viable
Step 2: Define Operational Requirements
- Required capacity (tons/hour or cubic feet/hour)
- Elevation change (horizontal, inclined, or vertical orientation)
- Conveyor length and number of inlets/discharge points
- Whether the unit is a feeder (flood-loaded, precision metering needed) or a transfer conveyor (partially loaded, reliable throughput needed)
Step 3: Select the Drive Configuration
| Condition | Recommended Drive |
|---|---|
| Fixed process rate, stable material | Fixed-speed gear reducer |
| Variable demand or multiple materials | VFD |
| Flood-loaded screw feeder | VFD (essential) |
| Automated process integration | VFD |
| Sensitive downstream equipment | VFD |
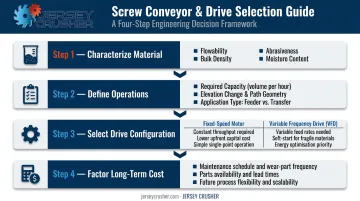
Step 4: Factor in Long-Term Cost
Purchase price is one input. Also weigh:
- Maintenance requirements (belt-driven vs. direct-drive)
- Spare parts availability and lead times
- In-field serviceability
- Whether the drive allows future speed adjustments as process needs evolve
When all four factors are unclear — especially material behavior under process conditions — guessing on geometry or drive type is costly. Jersey Crusher's sample evaluation service lets engineers assess your actual material and specify the correct screw geometry, construction, and drive configuration before anything is ordered. Reach their team at 973-686-5999 or sales@jerseycrusher.com.
Frequently Asked Questions
What is a variable speed drive (VFD) for a screw conveyor?
A VFD is an electronic device that adjusts the frequency and voltage supplied to an AC motor, controlling screw rotation speed continuously from near-zero to full speed. It's particularly valuable wherever feed rates must change without stopping the system or mechanically modifying the drive — especially screw feeders requiring precise volumetric metering.
What is the maximum speed of a screw conveyor?
Maximum speed depends on screw diameter, material characteristics, and orientation. Public engineering tables show ranges of 25–170 RPM (KWS, 4–24 inch screws), 30–184 RPM (Martin, 4–36 inch screws), and 40–165 RPM (SCC data). Exceeding recommended speeds for a given diameter and material causes excessive wear, material degradation, and capacity loss.
What is the difference between a screw conveyor and a screw feeder?
A screw conveyor is partially loaded and moves material in proportion to what enters it — designed for transfer, not metering. A screw feeder is flood-loaded at 100% of inlet capacity, metering material at a controlled discharge rate from a hopper, bin, or silo, and almost always requires a VFD for accurate rate control.
Which screw conveyor type is best for sticky or viscous materials?
Shaftless screw conveyors are the standard recommendation. Eliminating the center shaft removes the primary clogging point—material wrapping around the shaft and blocking hanger bearings—which is the most common failure mode with shafted designs handling wet, fibrous, or adhesive materials.
Can a variable speed drive reduce energy consumption in a screw conveyor system?
Yes. Screw conveyors are constant-torque loads, so power scales directly with speed — running slower when full throughput isn't needed cuts energy consumption proportionally. VFDs also eliminate the inrush current and torque shock of direct-voltage starts, reducing wear on bearings and drive components.
How do I know if my application requires a variable speed drive?
Specify a VFD when:
- Feed rates need to vary during operation
- The conveyor meters material into sensitive downstream equipment
- Materials are prone to flooding at fixed speeds
- The system must integrate with automated process controls


