Introduction
Pick the wrong bulk material feeder and your process pays for it fast — materials pile up in hoppers, flood downstream conveyors, or starve packaging lines, each failure costing production time and product quality.
Choosing the wrong feeder type is a surprisingly common and costly mistake. Materials like flour, mineral concentrates, and powdered chemicals each behave differently under mechanical stress, vibration, and gravity. A feeder that works perfectly for granulated sugar can cause bridging, flooding, or product degradation when applied to a cohesive powder or sharp abrasive.
As Jenike & Johanson notes, arching and ratholing — the two most common flow failures in hoppers and bins — both stem from poor equipment-material matching, and both halt production entirely when they occur.
This guide covers the most common bulk material feeder types: how each works, where each performs best, and what should drive your selection decision.
Key Takeaways
- A bulk material feeder meters dry solids from storage into a process line at a controlled rate — distinct from passive conveying
- Feeder types use shear force (belt, apron), vibration with gravity (vibratory), or mechanical pushing (screw) to move material
- Material characteristics — particle size, flowability, abrasiveness, moisture — determine which feeder type works and which fails
- The wrong feeder causes bridging, flooding, product degradation, or excessive wear
- Duty rating, throughput, dust containment, and upstream material condition all drive the final selection
What Is a Bulk Material Feeder?
A bulk material feeder is a mechanical system that withdraws material from a storage point — hopper, bin, or stockpile — and delivers it to the next process stage at a controlled, metered rate. That distinction matters: conveyors move material from point to point, but feeders govern how much moves and how fast — making them a control mechanism, not just a transport one.
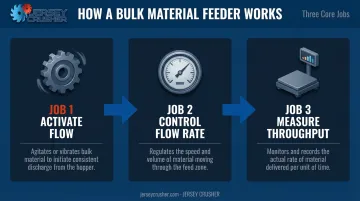
The Three Core Jobs of a Feeder
- Activate flow — Cohesive, irregularly shaped, or compacted materials won't discharge on their own. Feeders apply mechanical force to initiate and sustain movement.
- Control flow rate — Consistent feed prevents downstream equipment from flooding (too much material) or starving (too little), avoiding bottlenecks and premature wear.
- Measure throughput — Mounted on weigh cells, feeders become gravimetric or volumetric metering devices, logging real-time throughput for inventory control and batch accuracy.
The scale range is wide. Pharmaceutical dosing systems measure grams per minute; mining reclaim feeders handle hundreds of tonnes per hour. There's no universal standard — selection depends entirely on the material and the process.
Types of Bulk Material Feeders
No single feeder design handles every material or environment. Feeders move material through three fundamental mechanisms:
- Shear force and surface conveying — belt and apron feeders
- Vibration and gravity — vibratory feeders
- Mechanical pushing — screw and related feeders
Each mechanism has direct implications for which materials it handles well and which it damages or fails on.
Belt Feeders
A belt feeder uses a continuous flat belt — supported by idlers and driven by a motor and pulley system — to extract material from beneath a hopper at low belt speeds. OEM data places maximum belt speed around 0.3 m/s (Metso) to 0.5 m/s (TAKRAF), with lower speeds used to control skirtboard wear and maintain accurate feed rates. A profile plate or shear bar above the belt regulates the volumetric cross-section of material drawn down.
Thayer Scale lists belt feeder capacities from 30 lb/h to 3,000 tons/h, with belt widths from 10 to 96 inches — reflecting the feeder's broad duty range from food and pharmaceutical plants to heavy mining applications.
Best suited for: Controlled bin and hopper discharge feeding downstream belt conveyors; light to super-heavy-duty ratings
Key strengths:
- High volumetric capacity
- Accurate flow control at low speeds
- Wide particle size compatibility
- Can be enclosed for dust containment or sanitary requirements
Limitations:
- Not ideal for sticky, wet, or fine powdered materials that adhere to the belt or cause carryback
- Belt wear accelerates with sharp abrasives

Apron Feeders
An apron feeder replaces the continuous belt with overlapping steel pans or plates mounted on heavy-duty chains, applying the same shear-force extraction principle as a belt feeder but using rigid steel construction that withstands extreme impact and heat. Metso reports over 3,000 global apron feeder installations and capacities up to 17,000 tons/h, while TAKRAF project examples range from 1,500 t/h for ROM phosphate up to 12,000 t/h for hard-rock overburden.
Best suited for: Mining, quarrying, large dump hopper and truck/train unloading facilities handling big lump sizes, hard abrasive materials, or hot process streams where belt feeders cannot survive
Key strengths:
- Exceptional durability under high-impact loading
- Long service life in the harshest bulk handling environments
- Can be installed below stockpiles, open-front hoppers, and dump facilities
Limitations:
- Adjacent pans allow fine particles to pass through, requiring a spillage conveyor or scraper underneath
- Not suited for fine powders or dust-sensitive applications
Vibratory Feeders
A vibratory feeder uses an angled trough or pan with an electromagnetic or electromechanical drive (such as an eccentric-weight mechanism) to generate controlled reciprocating motion. The vibration, combined with the pan's gravity-assisted angle, moves material forward in a smooth, even stream — no belt, screw, or chain required.
Eriez describes vibratory equipment as using electromagnetic drives with solid-state controls for adjustable material flow, while Syntron and General Kinematics document eccentric-weight electromechanical designs where feed rate is set by adjusting the eccentric weights on the drive shaft.
Best suited for: Light- to heavy-duty applications in food processing, pharmaceuticals, chemicals, and mineral processing; especially effective for fragile, granular, or irregularly shaped materials where product integrity matters; also used for part orientation in manufacturing and assembly
Key strengths:
- Few or no wearing contact parts (particularly in electromagnetic designs)
- Gentle handling that reduces product degradation
- Precise start-stop control for batching and packaging systems
- Fast cleaning, valuable in hygienic processing environments
Limitations: Pan angle and vibration frequency require careful calibration to the material — too shallow and flow stalls, too steep and it floods; performs poorly on very sticky, cohesive, or wet materials
Screw Feeders and Volumetric Feeders
A screw feeder uses a rotating helical screw within an enclosed casing to push flood-loaded material from an inlet to a discharge outlet. Screw flight pitch — graduated or tapered along the screw's length — controls how much material advances per rotation. Combined with load cells or flow sensors, screw feeders operate as volumetric or gravimetric feeders capable of precision dosing.
The enclosed casing is the key differentiator. Unlike belt or vibratory feeders, screw feeders contain dust inherently, making them the standard choice for fine powders and materials that would create airborne contamination in open configurations.
Best suited for: Fine powders, granules, and materials requiring controlled quantities; widely used in food processing (flour, sugar, spices), pharmaceuticals, chemical processing, and fertilizer manufacturing
Key strengths:
- Consistent, measurable feed rates
- Built-in dust containment from enclosed casing
- Compatible with volumetric and gravimetric control systems
- Available in 304 and 316 stainless steel for regulated and sanitary industries
- Compact footprint relative to throughput
Limitations: Screw flights and casing wear faster with highly abrasive materials; not suited for large, heavy, or agglomerated lumps without upstream size reduction — oversized material jams the screw and causes mechanical failure

That last limitation — oversized lumps causing jams — is where upstream size reduction becomes part of the system design. Jersey Crusher's volumetric feeders and screw conveyors are custom-configured to match material type and throughput requirements, available in 316 stainless steel for sanitary applications, 304 stainless steel for general industrial use, and carbon steel for non-sanitary applications. They integrate directly with upstream Lump Busters® to pre-condition material before it reaches the screw, or with downstream Particle-izers and screw conveyors as part of complete process packages.
How to Choose the Right Bulk Material Feeder
The best feeder type is determined by the specific material, process, and operating environment — not by what's most available. Start with a thorough material characterization before looking at equipment specs.
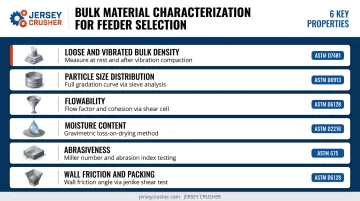
Step 1: Characterize the Material
ANSI/CEMA 550 defines the accepted framework for bulk material classification, covering:
- Loose and vibrated bulk density — determines volumetric capacity requirements
- Particle size distribution — via ASTM E11 sieve testing
- Flowability — angle of repose or shear testing (ASTM D6128 Jenike cell, ASTM D6773 ring shear)
- Moisture content — ASTM D2216
- Abrasiveness — ASTM G65 dry sand/rubber wheel test
- Wall friction and packing under pressure — affects hopper outlet sizing
These properties directly eliminate or qualify feeder types. A material with high wall friction and cohesive strength will bridge in a screw feeder without agitation. A sharp, high-density abrasive will destroy a belt feeder far faster than an apron feeder.
Step 2: Define Throughput and Duty Rating
Match the feeder's rated capacity to both peak and average throughput requirements. Pharmaceutical dosing at grams per minute calls for precision gravimetric controls and tight tolerances. Mining reclaim at hundreds of tonnes per hour requires heavy-duty drive systems and abrasion-resistant construction. The gap between these demands is wide enough that no single feeder family spans both.
Step 3: Assess Space and Installation Constraints
- Belt feeders require horizontal space beneath a hopper
- Screw feeders need vertical drop from the hopper outlet and have compact horizontal footprints
- Vibratory feeders need structural support to absorb vibration loads
Check available floor space and integration requirements with existing equipment before narrowing options. Space constraints often rule out one or two feeder types before any other evaluation is needed.
Step 4: Confirm Dust Containment and Regulatory Requirements
Industries like food, pharmaceuticals, and chemicals often mandate enclosed, cleanable feeder designs. Screw feeders with sealed stainless steel casings serve one sanitary need; vibratory feeders with hygienic open-trough designs serve another. Verify material of construction and sealing requirements against applicable standards — 3-A Sanitary Standards for dairy and food-contact surfaces, FDA 21 CFR Part 110 for food manufacturing, or ATEX directives for dusty, combustible environments — before finalizing selection.
Common Mistakes to Avoid
Over-Engineering the Selection
Choosing the most heavy-duty or technologically advanced feeder when a simpler option meets the process requirements increases capital cost, maintenance complexity, and the risk of running equipment outside its optimal range.
Ignoring Upstream Material Condition
Feeders are designed for material within a defined particle size range. Feeding agglomerated clumps or hardened lumps into a screw or vibratory feeder causes jams, accelerated wear, and unplanned downtime.
For materials prone to caking or lump formation, upstream size reduction equipment — such as Jersey Crusher's Lump Busters® — should be evaluated before the feeder to condition material to the correct size range. Screen hole diameters on Lump Busters® are customizable from ⅛" to 2" and beyond, allowing precise matching to downstream feeder intake requirements.
Conditioning material upstream prevents the feeder from becoming the failure point in an otherwise sound process line.
Selecting on Purchase Price Alone
A Coperion 2021 scenario comparing a screw feeder to a vibratory feeder at ~1,000 kg/h illustrates the gap clearly: the screw feeder carried a $17,000 purchase price but a $62,550 fifteen-year life-cycle cost, while the vibratory feeder cost $27,000 upfront but only $44,410 over the same period — driven largely by wear parts, maintenance intervals, and energy consumption differences. This is one OEM-specific scenario, not an industry average, but it illustrates why total cost of ownership analysis matters more than initial price comparison.

Frequently Asked Questions
What is the difference between a volumetric feeder and a gravimetric feeder?
A volumetric feeder controls feed rate by adjusting the volume of material moved per unit time (for example, screw RPM). A gravimetric feeder uses load cells or weigh scales to measure actual material weight and adjusts feed rate in real time. Gravimetric systems offer greater accuracy for batching, dosing, and processes where ingredient consistency is critical.
Which type of bulk material feeder works best for sticky or cohesive powders?
Screw feeders with agitation systems or live-bottom hopper configurations (multiple parallel screws) are most effective for sticky or cohesive materials. The mechanical action breaks up bridging and forces material into the screw inlet. Vibratory feeders typically struggle with highly cohesive powders unless paired with additional flow aids.
Can bulk material feeders handle lumpy or agglomerated materials?
Most feeders are designed for material within a specific particle size range. Feeding oversized lumps into a screw or vibratory feeder risks jams and accelerated wear. For materials prone to caking or lump formation, a lump breaker upstream will condition the material to the correct size before it enters the feeder.
What industries use bulk material feeders most commonly?
Bulk material feeders are used across mining, food and beverage manufacturing, pharmaceutical production, chemical processing, fertilizer manufacturing, cement, and recycling — any industry moving dry bulk solids between storage and processing stages.
How do I prevent material bridging in a bulk material feeder?
Several measures reduce bridging risk:
- Select a feeder with internal agitation suited to the material
- Size the hopper outlet correctly for your bulk solid's flow characteristics
- Apply bin activators or vibrators to hopper walls
- Avoid overfilling and clean the hopper regularly
Matching the feeder to the material's flowability characteristics is the most reliable long-term prevention.
What is the difference between a belt feeder and an apron feeder?
Both use shear-force extraction from a hopper, but a belt feeder uses a continuous rubber or fabric belt suited for light to heavy-duty applications. An apron feeder replaces the belt with interlocking steel pans on heavy-duty chains, making it better suited for high-impact, high-temperature, or extremely abrasive materials in heavy to super-heavy-duty settings.