Introduction
Every day, industrial facilities across North America handle billions of tons of dry materials—grain, sugar, cement, chemicals, and minerals—that look simple but behave unpredictably. These bulk solids cause some of the costliest operational headaches in manufacturing: unexpected downtime when material bridges over a hopper outlet and blocks production for hours, safety incidents when fine powders ignite in enclosed spaces, and product quality failures when inconsistent particle sizes throw off downstream batching.
According to USGS data, U.S. industrial facilities processed 1.5 billion tons of crushed stone and 890 million tons of construction sand and gravel in 2024 alone, while global cereal production reached 3.04 billion tonnes in 2025/26.
The bulk material handling equipment market was valued at $50.4 billion in 2025, reflecting how critical these systems are to get right — and how costly it is when they don't.
This guide walks plant engineers and operations managers through the fundamentals of bulk solids processing: material properties that drive equipment selection, common flow problems and their root causes, essential processing equipment, and best practices for building efficient, reliable systems.
TLDR
- Bulk solids behave unpredictably due to particle size, moisture, abrasiveness, and flowability
- Flow stoppages (bridging, ratholing) cause most operational problems and unplanned downtime
- Proper material characterization before system design prevents expensive redesigns
- Integrated systems that sequence size reduction, conveying, and feeding correctly eliminate bottlenecks
- Custom equipment matched to actual sample analysis delivers better results than generic specifications
What Are Bulk Solids? Definitions and Scope
Bulk solids are dry, unpackaged materials—powdery, granular, or lumpy—handled and stored in loose form rather than counted individually or contained in discrete packages. They flow differently than liquids and require specialized handling equipment to manage their unique physical behaviors.
Common examples across industries:
- Food & agriculture: grain, flour, sugar, spices
- Construction & minerals: sand, gravel, crushed stone, cement
- Chemicals & pharmaceuticals: salts, powders, catalysts
- Energy & industrial: coal, bauxite, fertilizer
CEMA defines bulk material engineering around precise classification by handling characteristics: temperature, humidity, lump size, and friability. That classification drives every equipment decision downstream.
Bulk Handling vs. Bulk Processing
A bulk handling system is an integrated network of equipment—conveyors, feeders, hoppers, silos, size reduction machines, and discharge devices. Together, they receive, move, and discharge material in controlled flow from source to destination.
Processing is a separate but related function:
- Handling covers moving, storing, and feeding material through the system
- Processing applies physical or chemical transformation—size reduction, drying, mixing, or screening—to change the material itself
Most industrial operations require both. Material must be conditioned to consistent size and flow properties before it can move reliably through conveyors and feeders into downstream processing.
Key Material Characteristics That Drive System Design
No two bulk solids behave the same way. A system designed for free-flowing sand will fail catastrophically when handling cohesive flour or abrasive mineral ore. Specifying equipment without first characterizing the material is one of the fastest routes to expensive process failures.
Particle Size and Distribution
Particle size distribution (PSD) determines equipment clearances, conveying speed, maximum throughput, and whether pre-processing size reduction is needed. PSD is measured via sieving (ASTM E11, ISO 3310-1) or laser diffraction (ISO 13320).
Why it matters:
- Oversized lumps jam hoppers, conveyors, and feed screws
- Wide size distributions cause segregation during storage and handling
- Fine particles create dust hazards and change flow behavior
Equipment must accommodate the largest expected particle size—not just the average—or include upstream size reduction to guarantee consistent flow.
Bulk Density and Moisture Content
Bulk density (weight per unit volume) dictates motor horsepower, drive component robustness, and structural load on hoppers and silos. ASTM C29 measures bulk density in aggregates, while ASTM D6683 measures compressive stress effects on powder density—critical for sizing bins and feeders.
Moisture content dramatically alters flow behavior:
- Wet materials pack, stick, and form stable arches
- Moderate moisture creates liquid bridges between particles, increasing cohesion
- Over-dry materials generate excessive dust and may fluidize unpredictably
Moisture-induced caking and agglomeration during storage or shipping routinely forces plants to add lump breaking equipment before material enters the process line.
Abrasiveness, Corrosiveness, and Temperature
Abrasive materials wear down conveyor belts, hopper linings, and screw flights faster. CEMA 550 Abrasiveness Index classifies materials as Mildly, Moderately, or Extremely Abrasive based on particle hardness (Mohs scale), shape, density, and size. Bond Abrasion Index and Miller Number (ASTM G75) provide additional wear-rate predictions.
Each material category drives specific equipment requirements:
- Abrasive materials require AR (abrasion-resistant) steel liners, thicker belt covers, and hardened screw flights
- Corrosive materials demand compatible construction—304 or 316 stainless steel for food, pharmaceutical, and chemical applications
- Extreme temperatures affect belt compounds, seal materials, and bearing lubrication, requiring specialized component selection

Flowability and Angle of Repose
Flowability is a material's tendency to move freely under gravity or mechanical force. Cohesive materials resist flow; free-flowing materials discharge easily.
Angle of repose is the steepest angle at which material piles before sliding. CEMA uses angle of surcharge—typically 5° to 15° less than angle of repose—to calculate belt conveyor capacity.
Impact on equipment:
- Steep angles of repose indicate free-flowing materials that discharge easily
- Shallow angles suggest cohesive materials prone to bridging and ratholing
- Hopper outlet angles and dimensions must exceed the material's flow limits
ASTM D6128 (Jenike Shear Tester) and ASTM D6773 (Schulze Ring Shear Tester) measure cohesive strength, internal friction, and wall friction—data essential for designing bins and hoppers that prevent flow stoppages.
Common Bulk Solids Flow Problems and What Causes Them
Poor flow is the number one operational problem in bulk solids processing. It drives unplanned downtime, product inconsistency, and worker safety risks. Each failure mode has a distinct cause — and a distinct fix. Applying the wrong solution often makes the problem worse.
Bridging and Arching
Particles interlock over a hopper outlet and form a stable arch that blocks flow. Nothing discharges below the bridge even though material above remains loose.
Common causes:
- Irregular particle shapes that mechanically interlock
- Oversized lumps exceeding the outlet dimension
- Cohesive materials with high interparticle friction
- Moisture-induced surface stickiness that bonds particles at contact points
Vibrating a bridged hopper often makes the problem worse by compacting material further. The correct fix is enlarging the outlet, steepening hopper walls, or breaking lumps upstream before they enter storage.
Ratholing and Caking
Ratholing happens when material flows only through a narrow vertical channel in the center while the surrounding material stays stagnant against hopper walls. The center channel eventually empties and discharge stops — leaving most of the bin full.
Caking is a different failure: extended humidity exposure or consolidation pressure causes irreversible agglomeration, and material solidifies into a hard mass that won't discharge at all.
Both problems stem from funnel-flow hopper geometry combined with cohesive material properties. Mass-flow hopper design prevents ratholing by ensuring all material moves simultaneously, but requires steep, smooth walls and an outlet large enough to prevent arching.
Lumping and Agglomeration During Storage
Bulk solids frequently form lumps during storage, shipping, or moisture exposure. These hardened masses plug hoppers, jam conveyors, and cause inconsistent feed rates downstream.
Breaking lumps before material enters the process line is a step many facilities skip until a jam forces the issue. Purpose-built lump breakers handle this upstream — Jersey Crusher's LUMPBUSTER® line, for example, uses a counter-rotating dual rotor design to break friable materials without heavy pounding. Integrated screens (customizable from ⅛" to 2" hole diameters) deliver consistent particle sizing without damaging the product.

Dust Generation and Explosion Hazards
Fine particles generated during conveying, crushing, or discharge create inhalation hazards. When suspended in air at the right concentration, combustible dusts can ignite and cause devastating explosions.
The regulatory reality:
- OSHA conducted 2,553 combustible dust inspections from FY2013 to FY2017, finding 3,389 violations
- The U.S. Chemical Safety Board identified 281 combustible dust incidents between 1980 and 2005, resulting in 119 deaths
Proper grounding, enclosed systems, and dust collection are non-negotiable in any facility handling fine powders or combustible materials — and NFPA 652 requires a formal Dust Hazard Analysis (DHA) to identify and mitigate flash-fire and explosion risks.
Essential Equipment in a Bulk Solids Processing System
A well-designed system sequences equipment to match material properties and process goals—starting with size reduction or conditioning, moving through controlled conveying and feeding, and ending with discharge or further processing.
Size Reduction Equipment (Lump Breakers and Crushers)
Lump breakers and crushers are the first line of defense against oversized or agglomerated material entering a process line. They condition material to consistent particle size so downstream conveyors, feeders, and processing equipment operate at designed capacity without jamming.
Key selection factors:
- Material hardness and friability
- Desired output size and distribution
- Throughput requirements
- Sanitary or abrasion-resistance needs
Generic specifications routinely miss material-specific behaviors. Jersey Crusher's free sample evaluation service lets engineers design custom solutions around actual product samples, ensuring the equipment fits the specific material rather than a broad category.
Conveying Systems
Belt conveyors: High-capacity workhorses for dry, free-flowing materials over long distances. CEMA Belt Book provides capacity tables based on belt width, speed, and material surcharge angle.
Screw conveyors: Enclosed systems ideal for fine or granular materials over short to medium distances. ANSI/CEMA 350-2021 provides engineering guidance for screw conveyor selection.
Pneumatic conveyors: Best for fine powders and hygienic applications. Dilute phase uses high velocity; dense phase uses low velocity with less particle attrition.
Tubular drag/cable conveyors: Gentle handling for fragile materials that can't tolerate mechanical agitation.
Conveyor selection depends on:
- Particle size and bulk density
- Abrasiveness and moisture content
- Required throughput and transfer distance
Getting this right upstream makes feeder and flow control sizing far more predictable.
Feeders and Flow Control
Volumetric and gravimetric (loss-in-weight) feeders control the rate at which material discharges into a process. Consistent, metered feeding prevents flood loading, reduces downstream bottlenecks, and improves product consistency—particularly in batching, blending, and packaging applications.
Volumetric and gravimetric (loss-in-weight) feeders control the rate at which material discharges into a process. Consistent, metered feeding prevents flood loading, reduces downstream bottlenecks, and improves product consistency—particularly in batching, blending, and packaging applications.
Gravimetric feeders achieve 0.25%–0.5% accuracy and adjust automatically to varying material densities. Volumetric feeders typically achieve 1%–5% accuracy but require consistent bulk density to maintain that range.
Storage and Discharge Equipment
Hoppers, silos, and bins are the primary storage interfaces in bulk solids systems. Hopper geometry—mass-flow vs. funnel-flow design—and outlet dimensions directly determine whether material discharges reliably or produces bridging and ratholing.
The two primary hopper designs behave very differently in practice:
- Mass-flow: All material moves simultaneously; steep, smooth walls; large outlet. Eliminates stagnant zones and segregation.
- Funnel-flow: Only the center channel moves; vertical walls permitted; smaller outlet. Prone to ratholing, segregation, and inconsistent discharge.
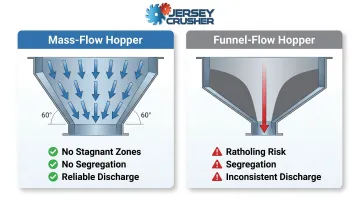
Flow aids—bin activators, air cannons, vibrators—can address difficult materials, but they're corrective measures. They work best when combined with sound hopper geometry, not as substitutes for it.
Best Practices for Efficient Bulk Solids Processing
Start with Material Characterization
Test actual samples for key characteristics—flowability, particle size, moisture sensitivity, abrasiveness—before specifying any equipment. ASTM D6128 and D6773 shear testing measure the properties needed to calculate hopper angles and outlet sizes that prevent flow stoppages.
Material testing prevents expensive redesigns after installation. A hopper that works perfectly for free-flowing sand will fail with cohesive flour—no amount of post-installation modification fixes a fundamentally wrong design.
Design for the Full Process Chain
The most common source of inefficiency is designing each piece of equipment in isolation rather than as a connected system. Proper sequencing eliminates bottlenecks:
- Size reduction before conveying: Break lumps to consistent size first
- Consistent feeding before processing: Meter material at controlled rates
- Appropriate storage before discharge: Match hopper geometry to material properties
Working with a supplier that designs complete process systems—from lump breakers to screw conveyors to feeders—eliminates the integration gaps that cause most downtime. Piecing together equipment from multiple vendors trades upfront convenience for ongoing reliability problems.
Maintain Consistent Particle Size and Control Dust
Achieving and maintaining target particle size distribution throughout the process—not just at the output—reduces equipment wear, improves flow consistency, and lowers energy consumption.
Dust control is both a safety and efficiency issue. For facilities handling fine powders, these measures are non-negotiable:
- Enclose conveying paths to contain airborne material
- Install proper ventilation and static grounding to prevent ignition
- Integrate dust collection venting at lump breaker and size reduction discharge points
- Treat dust collection as a process requirement, not an afterthought
Industries That Rely on Bulk Solids Processing
Bulk solids processing spans diverse industries, each with unique material challenges and regulatory requirements:
Food and beverage: Grain, sugar, spices, flour. Sanitary 316 stainless steel construction required. OSHA 29 CFR 1910.272 governs grain handling facilities.
Chemical and fertilizer manufacturing: Salts, granular fertilizers, powders. Abrasion resistance and corrosion resistance prioritized. NFPA 654 applies to combustible chemical particulates.
Pharmaceutical manufacturing: Active ingredient powders, excipients. GMP-compatible equipment with hygienic specifications required.
Mineral and mining processing: Ores, aggregates, sand. USGS reports 1.5 billion tons of crushed stone and 890 million tons of sand and gravel processed in the U.S. annually.
Recycling: Shredded materials, foam, cardboard, tissue, glass cullet. Mobile equipment allows on-site deployment.
Each vertical carries distinct compliance requirements — sanitary specs in food and pharma, combustion dust standards in chemical processing, and heavy-wear tolerances in mineral handling. Equipment that serves multiple industries typically needs configurable construction materials and interchangeable contact-surface components.

Frequently Asked Questions
What are bulk solids?
Bulk solids are dry, unpackaged materials—powdery, granular, or lumpy—handled and stored in loose form. Common examples include grain, sand, cement, sugar, coal, flour, fertilizer, and chemical powders.
What are bulk handling systems?
Bulk handling systems are integrated networks of equipment designed to receive, move, and discharge bulk materials in controlled, continuous flow. They typically include conveyors, feeders, hoppers, size reduction machines, and storage systems working together as a unified process.
What are the 4 types of material handling?
The four categories are:
- Storage and handling equipment — racks, shelving, bins
- Engineered systems — conveyors, automated equipment
- Industrial trucks — forklifts, loaders
- Bulk material handling — systems for large-volume loose materials
What are common examples of MHE?
Common material handling equipment (MHE) for bulk solids includes belt conveyors, screw conveyors, bucket elevators, pneumatic conveying systems, lump breakers, volumetric feeders, hoppers, and silos.
What does "bulk transportation" mean?
Bulk transportation refers to the movement of large quantities of unpackaged materials—by truck, rail, ship, or pipeline—from one location to another, as distinct from packaged or containerized goods.