The core challenge is this: powders behave unpredictably. They cake, segregate, generate dust, and vary in particle size. Yet regulated industries demand absolute consistency and traceability. This guide covers the compliance requirements, core operational challenges, equipment solutions, and best practices that enable manufacturers to meet both safety obligations and production targets.
Key Takeaways
- Effective dry powder handling integrates equipment selection, containment design, and operational controls to satisfy regulatory and quality requirements
- Caking, segregation, combustible dust, and cross-contamination can each trigger production stoppages, failed audits, or contamination events in pharma, food, and chemical plants
- OSHA, NFPA, FDA/FSMA, and cGMP compliance shapes equipment design and material selection at every stage
- Size reduction and de-agglomeration prevent downstream flow failures, dosing inaccuracies, and production stoppages
- Material construction, cleanability, and containment integrity determine regulatory audit readiness
Core Challenges in Regulated Dry Powder Handling
Dry powders don't flow like liquids. Their physical behavior creates operational, safety, and quality challenges that regulated manufacturers must control.
Caking and Agglomeration
Many dry ingredients—sugars, active pharmaceutical ingredients (APIs), fertilizers, spices—form lumps during storage or transport. Moisture absorption, compaction, and thermal cycling drive this agglomeration. Research shows that amorphous powders cake when storage temperatures exceed their glass transition temperature (Tg), causing viscous flow that increases cake strength.
The operational consequences include:
- Hopper bridging where arched material blocks discharge
- Inaccurate dosing as agglomerates disrupt volumetric feeders
- Equipment jams that halt production lines
- Batch rejections due to particle size inconsistency
One case study documented potential losses of approximately £2 million per year (in a single UK facility) from caking-related formulation problems in one product line.
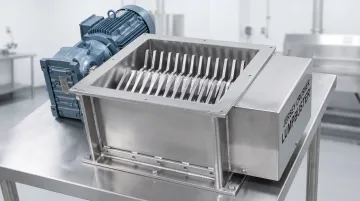
Before powders enter conveyors, feeders, or mixers, lump breakers mechanically de-agglomerate caked material. Jersey Crusher's Lump Busters® use counter-rotating shafts with integrated screens (⅛" to 2" hole diameter) to break friable substances without heavy pounding—available in 316/304 stainless steel to meet sanitary requirements in food and pharmaceutical plants.
Dust Generation and Combustible Dust Hazards
Fine powders become airborne during transfer, filling, and blending. Two distinct risks follow:
Worker respiratory exposure: Inhalable dust concentrations can exceed occupational exposure limits during routine operations like hopper loading or bag dumping.
Explosion hazard: The U.S. Chemical Safety Board documented 281 combustible dust incidents between 1980 and 2005, resulting in 119 fatalities and 718 injuries. An additional 105 incidents occurred between 2006 and 2017, with 59 fatalities and 303 injuries—with dust collectors involved in over 40% of all incidents.
Facilities handling flour, sugar, cocoa, pharmaceutical powders, or chemical intermediates must conduct Dust Hazard Analysis (DHA) per NFPA 652 and implement explosion protection systems.
Segregation
Particles of different sizes or densities separate during conveying or free-fall. In pharmaceutical manufacturing, this causes inconsistent batch composition—a critical quality failure when uniform distribution of active ingredients is required by specification.
The downstream effects are difficult to catch and costly to correct:
- Out-of-spec dosing from uneven active ingredient distribution at discharge
- Failed content uniformity testing during batch release
- Rework or rejection of batches that passed in-process checks but fail final QC
Cross-Contamination in Multi-Product Facilities
Residue from one batch contaminating the next triggers recalls, regulatory action, and patient safety incidents. FDA Warning Letters have cited facilities for penicillin cross-contamination in non-penicillin manufacturing areas and for manufacturing OTC drugs on equipment used for industrial cleaning products.
In food manufacturing, undeclared allergens from shared equipment create life-threatening risks and drive recalls. Containment equipment, validated cleaning procedures, and dedicated allergen lines are necessary controls.
Inconsistent Flowability
Powders with poor flow characteristics cause uneven feeding rates, blend irregularities, and production stoppages. In regulated operations, these disruptions must be documented and controlled under standard operating procedures (SOPs). When flow variability goes unaddressed, facilities face a compounding problem: disrupted throughput triggers deviation reports, which delay batch release and increase the cost of each production run.
Regulatory Standards Governing Dry Powder Handling
Multiple overlapping regulatory frameworks govern dry powder operations. Most facilities must comply simultaneously with occupational safety, product quality, and environmental standards.
OSHA Requirements (29 CFR 1910)
OSHA 29 CFR 1910.1000 establishes Permissible Exposure Limits (PELs) for airborne contaminants. Employers must implement engineering controls — dust collection, local exhaust ventilation (LEV), enclosed transfer systems — before relying on personal protective equipment (PPE).
For particulates not otherwise regulated (PNOR), OSHA sets PELs at 15 mg/m³ total dust and 5 mg/m³ respirable fraction as 8-hour time-weighted averages. Facilities must conduct exposure assessments and document all control measures.
NFPA 652 and 61 for Combustible Dust
NFPA 652 (2019 edition) mandates a Dust Hazard Analysis (DHA) for existing processes, with a completion deadline of September 7, 2020, and requires DHA review and update every five years. NFPA 61 specifies fire and explosion prevention requirements in agricultural and food processing facilities.
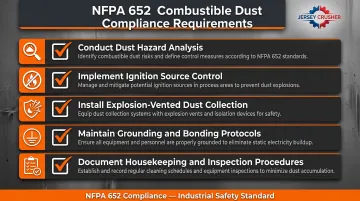
Facilities handling potentially explosive powders must:
- Conduct DHA to identify combustible dust hazards
- Implement ignition source control
- Install explosion-vented dust collection systems
- Maintain grounding and bonding protocols
- Document housekeeping and inspection procedures
FDA/FSMA Requirements for Food-Grade Powder Handling
21 CFR Part 117 (FSMA Preventive Controls for Human Food) mandates contamination prevention, allergen segregation, hygienic equipment design, and cleaning validation.
Key requirements include:
- Operations separated by location, time, partition, or enclosed systems to prevent allergen cross-contact
- Equipment designed to protect against contamination during storage and handling
- Validated cleaning procedures between product changeovers
- Documented sanitation SOPs
FDA cGMP (21 CFR Parts 210/211) for Pharmaceutical Powder Handling
21 CFR Part 211 establishes current Good Manufacturing Practice (cGMP) for finished pharmaceuticals. Pharmaceutical powder handling carries the most stringent requirements, covering API containment, batch cleaning, particle size control, and equipment qualification (IQ/OQ/PQ).
Critical provisions:
- 21 CFR 211.65: Equipment surfaces must not be reactive, additive, or absorptive, and must be adequately cleanable
- 21 CFR 211.68: Automatic, mechanical, or electronic equipment must be routinely calibrated per written program
- 21 CFR 211.110: In-process controls must validate manufacturing process performance
- Air-handling systems for penicillin must be completely separate from other drug manufacturing areas
EPA Air Quality Obligations
Beyond product-focused regulations, facilities handling large volumes of dry ingredients carry environmental obligations as well. Operations may need to demonstrate emission controls for fugitive dust as part of operating permits. EPA AP-42 provides guidance for estimating particulate emissions from stationary sources.
Key Equipment for Compliant Dry Powder Processing
Regulatory compliance and operational reliability depend on equipment designed for containment, cleanability, and precise control.
Lump Breakers and Size Reduction Equipment
Before powders enter conveyors, feeders, or mixers, agglomerated material must be broken down to consistent, flowable particle size. Lump breakers mechanically de-agglomerate caked material using breaker bars or screens without excessive pounding that would compromise friable materials.
Jersey Crusher's LUMPBUSTER® technology uses counter-rotating dual rotor shafts that shear material with controlled grinding action — no heavy pounding that damages friable product. Key specifications for regulated environments include:
- Integrated screens with ⅛" to 2" hole diameters for customer-specified particle size output
- 316/304 stainless steel construction for pharmaceutical and food applications
- Air purge shaft seals standard on all units to prevent material migration into bearings and cross-contamination
Dust Collection and Filtration Systems
Industrial dust collectors (baghouses, cartridge filters) must be installed at transfer points, hoppers, and discharge zones. For combustible powders, systems require explosion protection per NFPA 68 (deflagration venting) and NFPA 69 (explosion prevention systems).
Dust collection is a regulatory prerequisite — one that protects workers from respiratory hazards and facilities from explosion risk.
Enclosed Conveying Systems
Sealed screw conveyors or pneumatic transfer lines prevent dust escape during powder movement. Screw conveyors deliver controlled, measured throughput without airborne dust generation — a requirement in pharmaceutical and food-grade facilities.
Jersey Crusher offers screw conveyors in 316 SS, 304 SS, and carbon steel as part of complete process systems designed for consistent material flow. Enclosed systems prevent operator exposure and environmental contamination while maintaining traceability and containment integrity.
Containment and Isolation Equipment
For high-potency APIs or hazardous chemicals, dedicated containment equipment allows material transfer without operator exposure. Common solutions include:
- Containment isolators and split butterfly valves (SBVs) for pharmaceutical and chemical environments
- Enclosed bag dump stations for food manufacturing ingredient transfer
- Sealed FIBC discharge systems for bulk bag unloading without dust release
Each approach protects workers and prevents cross-contamination at the point of material introduction.
Accurate Feeding and Weighing Systems
Precise dosing is non-negotiable in regulated manufacturing. Loss-in-weight feeders, twin screw feeders, and gravimetric dosing systems ensure accurate batch-level quantities — and FDA 21 CFR 211.68 requires routine calibration of all automatic equipment according to written programs.
Inaccurate feeding creates documentation failures, out-of-spec batches, and potential regulatory action. Jersey Crusher's volumetric feeders integrate with lump breakers and screw conveyors to deliver controlled feed rates, preventing downstream overload and maintaining consistent process output.
Operational Best Practices for Regulated Powder Handling
Equipment selection is only part of the equation. In regulated manufacturing, operational discipline and documented procedures carry equal weight — especially during audits, incident investigations, and process changes. The three practice areas below address the gaps most commonly cited in inspection findings.
Implement Task-Based Exposure Assessment
Rather than relying solely on similar exposure group (SEG) classifications, conduct task-by-task sampling. NIOSH recommends task-based, short-term, or direct-reading sampling to identify exposure-prone activities.
A NIOSH Health Hazard Evaluation at a pharmaceutical plant found that while full-shift dust levels were below exposure limits, respirable dust concentrations reached high levels during short periods when employees hand-scooped powder into hoppers. Task-based assessment provides the detail needed to pinpoint specific control gaps.
Establish Standardized Work Procedures (SOPs)
Document and enforce SOPs for all powder handling steps:
- FIBC connection and disconnection
- Hopper loading procedures
- Sample collection protocols
- Empty packaging disposal
- Equipment changeover and cleaning

Train all shifts consistently. Worker-developed best practices can be valuable but must be documented and shared to avoid shift-to-shift inconsistency.
Schedule Preventive Maintenance and Inspection
Powder contact equipment degrades in ways that aren't always visible until containment fails. Routine inspection should cover:
- Wear points on screens, rotors, and breaker bars
- Seal integrity on containment equipment
- Filter condition on dust collectors
- Static grounding continuity
Document all maintenance activities. A complete maintenance record supports regulatory audit readiness and provides the historical data needed to identify recurring failure points before they become compliance issues.
System Design and Material Selection for Regulated Environments
Material of Construction
Specify materials based on regulatory and chemical compatibility requirements:
316 Stainless Steel: Standard for pharmaceutical and food-grade applications due to superior corrosion resistance and cleanability. Required for high-potency APIs and corrosive chemical intermediates.
304 Stainless Steel: Suitable for less demanding food and chemical applications where full 316 specification isn't required.
Carbon Steel: Appropriate for mineral processing or fertilizer applications where sanitary requirements are lower but mechanical durability is paramount.
Jersey Crusher builds equipment in 316 SS, 304 SS, carbon steel, and abrasion-resistant materials, so engineers can specify materials to match their regulatory environment.
Design for Cleanability and Validation
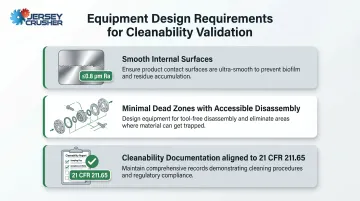
Equipment must support cleaning procedures appropriate to the regulated environment. Key design requirements include:
- Smooth internal surfaces with continuous, pit-free welds to prevent microbial harboring and support ≤0.8 µm Ra surface finish standards for hygienic product contact
- Minimal dead zones and accessible disassembly points to enable clean-in-place (CIP), wash-in-place (WIP), or clean-out-of-place (COP) procedures
- Cleanability documentation aligned with FDA 21 CFR 211.65, which requires surfaces be "adequately cleanable" though it does not mandate specific roughness values
In pharmaceutical manufacturing, cleaning validation documentation must accompany equipment qualification. Polished interiors and pit-free welds directly support that validation and prevent cross-contamination between batches.
Plan Equipment Layout for System Integration
Mismatched capacities between a lump breaker, conveyor, feeder, and downstream mixer create bottlenecks and batch inconsistencies. A system-level design approach—with matched throughput specifications across all components—prevents integration failures.
Powder handling should be designed as part of the complete production system, not as isolated units. Jersey Crusher provides system integration services that cover this end-to-end: evaluating existing conveyor systems, verifying flange alignment and sealing, and ensuring stable feeding into downstream equipment.
Frequently Asked Questions
What regulations govern dry powder handling in pharmaceutical and food manufacturing?
FDA cGMP (21 CFR 210/211) governs pharma, FDA/FSMA (21 CFR 117) governs food, OSHA 29 CFR 1910 protects worker safety, and NFPA 652/61 addresses combustible dust. Most regulated facilities must comply with multiple overlapping standards simultaneously.
How does caking or agglomeration affect powder handling in regulated processes?
Agglomerated powders cause dosing inaccuracies, hopper blockages, and blend inconsistencies that create out-of-spec batches. Lump breakers or de-agglomeration equipment are typically required upstream of feeders and mixers to restore consistent particle size and flowability.
What materials of construction are required for FDA-compliant powder handling equipment?
FDA-regulated applications typically require 316 stainless steel for pharmaceutical use and 304 stainless steel for food-grade use due to corrosion resistance, non-reactivity, and cleanability. All product contact surfaces must be smooth, non-porous, and capable of validated cleaning.
How do you prevent cross-contamination between batches in regulated dry powder handling?
Use containment equipment (SBVs, isolators), implement validated cleaning procedures between changeovers, establish dedicated allergen lines where required, and maintain documentation practices that create a traceable audit trail for each batch.
Why is consistent particle size critical in regulated dry ingredient processing?
Particle size directly affects dissolution, bioavailability, blending uniformity, and dosing accuracy. Regulated specifications require demonstrated consistency — size reduction equipment with controlled screen sizing is a quality-critical process step that must be validated and documented.
What is the role of a lump breaker in a regulated powder handling system?
In regulated environments, a lump breaker is a validated process step — not just a mechanical convenience. It reduces agglomerated dry ingredients to a consistent, specified particle size, creating a documented, repeatable result that satisfies cGMP and FSMA quality requirements for each batch.