
Introduction
Volumetric feeders are standard equipment across bulk material handling lines in chemical processing, food production, pharmaceutical manufacturing, fertilizer production, and grain processing. They show up at nearly every stage of multi-step production — metering material into mixers, conveyors, reactors, and packaging systems with consistent, repeatable output.
For materials with predictable flow characteristics, a volumetric feeder delivers reliable performance without the cost and complexity of weight-based systems. According to IndexBox's volumetric feeders market analysis, food processing accounts for 28% of end-use demand, followed by chemical production at 22% and pharmaceutical manufacturing at 18%.
That cross-industry footprint means volumetric feeders appear in nearly every bulk solids operation — often without the operating staff who run them fully understanding how they work.
When operating logic gets assumed rather than understood, miscalibration, poor material selection, and chronic dosing errors follow. This guide breaks down exactly how volumetric feeders work — covering the mechanics, the variables that affect accuracy, and what operators and specifiers need to know to get consistent results.
Key Takeaways
- A volumetric feeder delivers a fixed volume of material per unit of time using a rotating auger or similar mechanism, without measuring weight.
- Increasing or decreasing auger RPM directly controls how much material is dispensed per unit of time.
- Reliable performance requires materials with consistent bulk density and predictable flow behavior.
- Manual catch-and-weigh calibration is required to set and periodically verify the correct output rate.
- Used across chemical, food, pharmaceutical, mineral, and grain processing for continuous or batch feeding applications.
What Is a Volumetric Feeder?
A volumetric feeder is a mechanical device that delivers a controlled volume of bulk material — granules, powder, or pellets — into a downstream process at a pre-set rate. That rate is measured in volume per unit of time, not weight.
The distinction matters. Volumetric feeders don't measure mass. They move material at a set pace and assume consistent bulk density. This makes them useful in continuous processing operations where steady, repeatable material introduction is required, without the added cost and complexity of weight-based measurement.
What a Volumetric Feeder Is Not
This is where facilities sometimes get into trouble. A volumetric feeder:
- Does not measure or control by mass
- Cannot detect or correct for changes in material density
- Is distinct from gravimetric (loss-in-weight) feeders, which use load cells to continuously adjust output by weight
Gravimetric feeders are more precise and self-correcting. Volumetric feeders are simpler, less expensive, and entirely appropriate when material density is stable and high-precision weight control isn't required.
Common Feeder Types
All volumetric feeders share the same core concept — displacing a fixed volume per unit time — but the mechanism varies:
| Feeder Type | Best For |
|---|---|
| Screw/auger feeders | Free-flowing powders, pellets, granules — most common type |
| Belt feeders | Fragile or cohesive materials sensitive to screw contact |
| Rotary valve feeders | Dense, free-flowing granules, especially under pneumatic conveying |
| Vibratory feeders | Fine or abrasive powders requiring gentle handling |
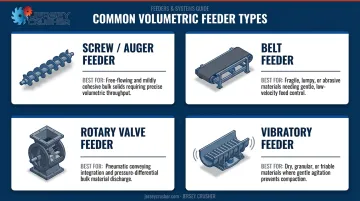
Coperion notes that screw feeders are the most common and economical volumetric feeder type, well-suited for plastic pellets, granules, and free-flowing powders.
Jersey Crusher's volumetric feeders are designed to work alongside lump breakers, Particle-izers, and screw conveyors as part of a complete, multi-stage handling line. They're available in 316 stainless steel for sanitary applications, 304 stainless steel for general industrial use, and carbon steel for non-sanitary bulk solids handling.
How Does a Volumetric Feeder Work?
A volumetric feeder operates through a defined sequence: material is loaded, displaced at a set rate, verified through manual calibration, and delivered as consistent output. Each stage contributes to the overall accuracy of the feed rate.
Initiation
Operation begins when the operator loads material into the feed hopper and sets the target output rate — expressed as volume per time unit, such as cubic feet per hour. The feeder activates, energizing the drive motor that turns the auger or screw.
This step is operator-dependent. The correct auger speed must be set based on prior calibration data, which makes setup critical to everything that follows.
Core Operation
The rotating auger moves through material inside the feed housing, displacing a fixed volume forward with each rotation. A one-inch pitch auger turning at 100 RPM moves material at a predictable rate of 100 inches of displaced volume per minute.
Research published on ScienceDirect confirms this directly: theoretical volumetric capacity is linearly proportional to screw rotation speed, and delivered volume depends on screw flight diameter, shaft diameter, pitch, and rotation speed. Vary the RPM, and you vary the output proportionally.
Two conditions must hold for this to work reliably:
- The auger must remain consistently full — inconsistent fill causes output variation even at constant RPM
- The material must have stable bulk density — if density fluctuates, the actual mass delivered will drift even as the volumetric rate stays constant
Regulation and Calibration
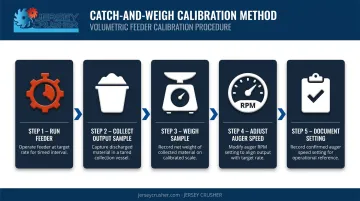
Volumetric feeders have no automatic feedback mechanism. Accuracy depends entirely on manual calibration using the catch-and-weigh method:
- Run the feeder for a timed interval at the current auger speed setting
- Collect and weigh the output sample
- Compare actual delivery rate to target rate
- Adjust auger speed up or down until actual output matches the target
- Document the calibrated setting for reference
Recalibration is required whenever any of the following occur:
- New material lot introduced
- Moisture content changes
- Particle size shifts
- Target dosing ratio changes
- Extended equipment downtime followed by restart
Novatec's feeding guide illustrates what happens when this is skipped: undetected bulk-density changes can lead to overdosing expensive colorants, causing material waste and visible product defects. Skipping or delaying recalibration is the most common cause of overdosing and underdosing in volumetric feeder operations, with direct consequences for product quality and yield.
Output
The end result is a continuous, steady stream of material delivered at a controlled volumetric rate to a downstream process: an extruder, mixer, reactor, conveyor, or packaging system.
The discharge rate from the volumetric feeder becomes the input feed rate for the next stage. Any variation in feeder performance propagates forward through the process. Consistent material properties and accurate calibration aren't optional — they determine what comes out at the end of the line.
Where Volumetric Feeders Are Used
Volumetric feeders fit best in continuous production lines where material is fed steadily into a downstream process, and where that material has been verified to have consistent bulk density across production runs. They are not the right tool for batch applications that require precise weight targets.
Industries and Conditions
| Industry | Typical Materials |
|---|---|
| Chemical & fertilizer manufacturing | Powders and granules with stable density |
| Food processing | Grains, sugar, spices, flour, dried ingredients |
| Pharmaceutical production | Pre-blended powders, excipients, APIs |
| Mineral processing | Consistent aggregate fines, ore powders |
These material categories represent the established core of volumetric feeder use across industry sources. Jersey Crusher builds feeders for all of these applications, with food-grade stainless steel construction and sanitary interior finishes available where hygiene requirements apply.
Material Fit
Well suited:
- Free-flowing pellets, granules, flakes
- Uniform-density powders
- Granulated sugar, dried grains, plastic pellets
Require caution or special feeder design:
- Cohesive, moisture-sensitive, or caking materials
- Floodable powders (may require agitation or twin-screw configuration)
- Variable-density materials with lot-to-lot inconsistency
When material falls into the "caution" category — particularly fragile or friable products where screw contact risks degradation — belt or vibratory feeder formats are better suited. Rotary valve feeders are the preferred choice where dry, free-flowing granules need metering while maintaining pressure separation at a pneumatic conveying interface.
Conclusion
A volumetric feeder's effectiveness rests on three interdependent factors: stable material bulk density, correctly set auger speed, and accurate, up-to-date calibration. Adjust any one of them and the other two need reassessment — they move together.
Understanding this operating logic changes how plant teams make decisions. Process engineers can select the right feeder type for their material, build calibration protocols that match production frequency, and recognize when volumetric feeding is sufficient.
The clearest case for switching to a gravimetric system is when bulk density fluctuates considerably across batches, or when dosing accuracy directly drives product quality or regulatory compliance.
For facilities managing multi-stage handling lines, Jersey Crusher builds volumetric feeders to order, designed to integrate within complete processing systems alongside lump breakers, Particle-izers, and screw conveyors. Their engineering team provides free application support and will evaluate product samples to identify the right configuration for your material and process. Contact Jersey Crusher at 973-686-5999 or sales@jerseycrusher.com to discuss your application.
Frequently Asked Questions
What is a volumetric feeder?
A volumetric feeder delivers a fixed volume of bulk material — powders, granules, or pellets — per unit of time using a rotating auger, without measuring weight. Feed rate is controlled by auger speed, making it suitable for processes that require steady, repeatable material input.
What is the difference between gravimetric and volumetric feeders?
Volumetric feeders control feed rate by volume using auger speed, with no feedback mechanism. Gravimetric feeders use a load cell to continuously measure and automatically adjust output by weight. Gravimetric feeders are more accurate and self-correcting; volumetric feeders are simpler, less expensive, and appropriate when material density is consistent.
What are the four types of feeders?
The four common types are screw/auger feeders, belt feeders, rotary valve feeders, and vibratory feeders:
- Screw/auger feeders — handle free-flowing powders and pellets
- Belt feeders — suited for fragile or delicate materials
- Rotary valve feeders — work with dense granules under pneumatic conveying
- Vibratory feeders — handle fine or abrasive powders
What does a gravity feeder do?
A gravity feeder uses the natural weight and flow of material to discharge it from a hopper or bin into a process below, with no powered mechanism to meter the rate. It's the simplest feeding method but offers the least control over output rate.
When should you use a volumetric feeder instead of a gravimetric feeder?
Choose a volumetric feeder when the material has consistent bulk density, precision weight control isn't required, and a simpler, lower-cost system is preferred. Gravimetric feeders are warranted when density varies between lots or when dosing accuracy affects product quality or compliance.
What materials work best with a volumetric feeder?
Volumetric feeders work best with free-flowing, uniform-density materials — plastic pellets, granulated sugar, dried grains, and uniform powders. Materials that bridge, clump, or vary in density between batches are poor candidates and typically require gravimetric or specially configured systems.


