
Yet despite their widespread use, many plant operators misunderstand how LIW feeders actually control feed rates. Poor setup decisions, calibration errors, and process inconsistencies often trace back to a fundamental gap in understanding the control loop. This guide explains how loss-in-weight feeders work in practice — from initial setpoint to continuous output — and why that loop matters for operational performance.
Key Takeaways
- A loss-in-weight feeder controls material output by measuring the decrease in system weight over time — not by estimating volume
- Core loop: weigh hopper + material → compare weight-loss rate to setpoint → adjust dosing speed in real time
- Accuracy relies on precise load cells, a responsive controller, and steady material flow into the dosing unit
- During refill, the feeder switches temporarily to volumetric (speed-based) mode to maintain approximate output
- LIW feeders serve food, pharma, chemical, and plastics industries that require continuous, high-accuracy dosing
What Is a Loss-In-Weight Feeder?
A loss-in-weight feeder is a gravimetric feeding system that measures and controls the rate at which material exits a hopper by continuously tracking the reduction in total system weight — hopper, material, and dosing unit combined — over time, with feed rate expressed in mass per unit of time (typically kg/h).
LIW feeders exist to solve a fundamental limitation of volumetric feeders: volumetric systems control output by speed or displacement and assume a fixed bulk density. In real-world conditions, bulk density shifts constantly due to moisture uptake, temperature, particle size variation, and compaction. Those shifts translate directly into dosing errors that a volumetric system cannot detect or correct. Merrick's published benchmarks put volumetric feeder accuracy at ±1% by volume or ±3% by weight — a meaningful gap when ingredient ratios are critical.
What an LIW Feeder Is Not
Three common mix-ups are worth clearing up:
- Not a batching scale — batching systems measure cumulative weight added or removed to reach a target; LIW feeders maintain a continuous flow rate
- Not a simple belt or conveyor feeder — LIW feeders are closed-loop, gravimetric control systems
- Not a volumetric feeder with a scale attached — weight measurement here is the control variable, not a monitoring afterthought
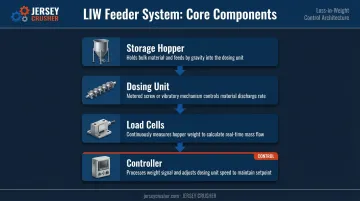
Core Components
A standard LIW feeder system includes:
- Storage hopper — holds the bulk material supply
- Dosing unit — typically a single or twin screw, vibratory tray, or pump for liquids
- Load cells — mounted beneath the entire assembly to weigh the system continuously
- Controller — compares actual weight-loss rate to the programmed setpoint and adjusts dosing speed accordingly
Configuration varies by material type: screw-type units for free-flowing and cohesive powders, vibratory feeders for fragile or sticky granules, pump-based systems for liquids. The operating principle is consistent across all types.
How Does a Loss-In-Weight Feeder Work?
LIW feeders operate through a continuous, self-correcting sequence. Each stage builds on the last to maintain feed rate accuracy even as material properties and process conditions shift.
Initiation: Setting Up the Feed
Operation begins when the operator — or a connected PLC — programs a target feed rate setpoint into the controller, typically in kg/h. The system then takes an initial weight reading of the full hopper and its contents, establishing a baseline for all subsequent weight-loss calculations.
A key requirement at this stage: material must be properly conditioned before entering the hopper. Clumps, agglomerates, or oversized lumps disrupt consistent flow into the dosing unit and undermine the accuracy of early readings.
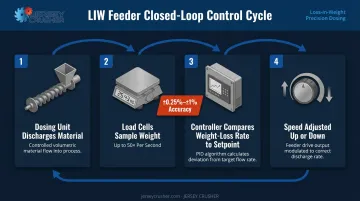
Core Operation: The Continuous Weighing Loop
As the dosing unit discharges material, total system weight decreases. The controller continuously calculates the rate of that weight loss and compares it against the setpoint.
According to Coperion, modern load-cell and controller technologies can sample the weight signal up to 50 times per second. That sampling rate is what makes real-time correction possible. The controller's response is straightforward:
- Weight-loss rate too low → increase dosing mechanism speed
- Weight-loss rate too high → decrease dosing mechanism speed
Because control is based on actual measured mass — not assumed volume — the system automatically compensates for bulk density variation, moisture uptake, and irregular material flow without manual intervention. Typical continuous metering accuracy runs between ±0.25% and ±1% of setpoint.
The Refill Cycle: Maintaining Output During Replenishment
When hopper material drops to a low-level threshold, the feeder must be refilled. This creates a problem: during refill, weight is being added, not removed — so weight-loss measurement is temporarily unusable as a control signal.
The controller handles this by switching from gravimetric to volumetric (speed-based) mode, running the dosing mechanism at the last known speed setting to maintain approximate output. Once refill completes, gravimetric control resumes.
This phase is a known accuracy risk. A 2024 study in Powder Technology confirms that refill time, refill start level, and refiller type all affect dosing accuracy during this window. The longer the refill takes and the more variable the material flow, the greater the potential deviation. Minimizing refill duration and ensuring consistent hopper replenishment are operational priorities for this reason.
Output: Consistent Material Delivery
The feeder delivers a continuous, mass-accurate stream of material at the programmed feed rate to the next process stage: an extruder, mixer, reactor, or conveying line. That precision matters because even small deviations in feed rate compound downstream — skewing ingredient ratios, increasing rework, and adding measurable waste across high-volume production runs.
Loss-In-Weight Feeders vs. Volumetric Feeders
The core difference comes down to what each system actually measures.
| Volumetric Feeder | Loss-In-Weight Feeder | |
|---|---|---|
| Control basis | Speed / displacement | Actual mass discharged |
| Density compensation | None — assumes fixed bulk density | Automatic — adjusts for density shifts |
| Accuracy | ±1% by volume, ±3% by weight | ±0.25% to ±1% of setpoint |
| Cost & complexity | Lower | Higher |
| Best for | Stable materials, tolerance for variation | Variable materials, critical ratios |
When a Volumetric Feeder Is the Right Choice
Volumetric feeders are the right call when:
- Material properties are consistent and well-characterized
- Minor dosing variation is acceptable for the application
- Lower system cost and simpler operation are priorities
- The material doesn't shift in bulk density between batches
Jersey Crusher's volumetric feeders are designed for this kind of application — stable bulk solids across food, chemical, and dry solids processing where consistent material properties make gravimetric control unnecessary.
When an LIW Feeder Is Necessary
LIW control becomes necessary when:
- Bulk density shifts due to humidity, temperature, or particle size variation
- Ingredient ratios are critical to product quality or formulation integrity
- Regulatory compliance requires documented feed rate accuracy
- Process conditions create variable material flow that a volumetric system can't correct
Understanding which scenario applies to your process is the first step toward selecting the right feeder type.
Where Loss-In-Weight Feeders Are Used
LIW feeders perform best in continuous production lines that run for hours or full shifts without stopping — where a steady, accurate mass flow must be maintained through extrusion, blending, compounding, and similar operations.
Key Industries
- Pharmaceutical manufacturing — active ingredient and excipient dosing in continuous direct compression, hot-melt extrusion, and wet granulation; subject to FDA 21 CFR 211.68 requirements for routine calibration and inspection of automated equipment
- Food and spice processing — flavour, additive, and seasoning accuracy where slight over- or under-dosing affects taste, texture, and nutritional claims
- Chemical production — reactive ingredient ratios where stoichiometry depends on precise input rates
- Plastics compounding — consistent additive dosing into extruders where short-term feeding consistency is required
- Nutraceuticals and specialty chemicals — precise micro-dosing of active compounds where batch-to-batch consistency directly affects product efficacy and regulatory compliance
The Upstream Dependency That Breaks Feeders
LIW feeders are only as accurate as the material entering them. Materials containing lumps, agglomerates, or inconsistent particle sizes disrupt flow into the dosing unit and cause feed rate errors — in some cases, feeding stops entirely. A 2020 pharmaceutical study documented exactly this: spironolactone feeding halted after 1,200 seconds due to material bridging inside the feeder.
This is why size reduction equipment is a critical upstream step before material reaches a LIW feeder. Jersey Crusher's Lump Busters® are designed specifically for this integration — they can be mounted under a silo discharge flange or ahead of a feeder system to condition agglomerated material before it enters metering equipment. Once material is properly conditioned, a downstream feeder system can regulate flow rate accurately — stabilizing process loads and protecting the quality of every batch that follows.

Conclusion
A loss-in-weight feeder's accuracy comes from measuring what actually leaves the system by mass — not estimating it by volume or speed — and continuously correcting to match the target rate. That loop, running dozens of times per second, is what separates LIW feeders from volumetric alternatives in demanding applications.
Understanding the loop also explains why material preparation upstream matters so much. A feeder sampling weight 50 times per second can't compensate for material that won't flow consistently into the dosing unit. Conditioning material before it reaches the feeder — through lump breaking or particle size reduction with equipment like industrial lump breakers and particle-izers — is as important to feed accuracy as the feeder's own control logic.
Plant operators who understand both the control logic and the upstream preparation requirement are positioned to diagnose feed rate deviations at their actual source, whether that's a PID tuning issue or inconsistent particle size reaching the inlet. That distinction alone can cut troubleshooting time significantly on a production line.
Frequently Asked Questions
What is the difference between a loss-in-weight feeder and a volumetric feeder?
Volumetric feeders control output by speed or displacement and assume a constant bulk density — they don't measure what they're actually discharging. LIW feeders measure actual mass discharged in real time and adjust dosing speed to match the setpoint, making them significantly more accurate when material properties vary.
How does a loss-in-weight feeder maintain accuracy during refill?
During refill, the controller temporarily switches to volumetric (speed-based) mode, running the dosing mechanism at the last known speed setting to maintain approximate output. Once refill completes, gravimetric control resumes, minimizing — but not eliminating — the brief accuracy gap.
What materials can be fed with a loss-in-weight feeder?
LIW feeders handle a wide range: free-flowing dry powders, cohesive or sticky materials (with twin-screw configurations), fragile granules (with vibratory units), and liquids (with pump-based systems). Material characteristics determine which dosing unit configuration is appropriate.
What causes inaccuracies in a loss-in-weight feeder?
Several factors can degrade accuracy:
- External vibration interfering with load cell readings
- Pressure fluctuations at the feeder outlet or hopper
- Inconsistent material flow into the dosing unit (bridging, rat-holing, or lumps)
- Material buildup on the dosing screw
- Prolonged refill cycles that extend volumetric operating time
Are loss-in-weight feeders used for batch or continuous processing?
LIW feeders are designed primarily for continuous processing, where maintaining a constant mass flow rate is critical. Batch processes typically use gain-in-weight systems instead, which measure cumulative weight added to reach a target rather than controlling a continuous discharge rate.
How often do loss-in-weight feeders need to be calibrated?
Calibration frequency depends on the application and material. In pharmaceutical manufacturing, FDA 21 CFR 211.68 requires routine calibration according to a written program. Most operations perform load cell verification and zero-point checks during scheduled maintenance or whenever a material change occurs.


