
Introduction
A screw conveyor that doesn't match the material it's moving will fail — and the failure modes are predictable. Material jams at the inlet, flights wear through ahead of schedule, sticky products pack around the center shaft, and inclined sections become backflow zones. Each failure carries a measurable cost in downtime, maintenance labor, and lost throughput.
The problem usually isn't the screw conveyor itself. It's a mismatch between a generic design and a specific process. Off-the-shelf conveyors are built around average conditions. When your material is abrasive, friable, sticky, or corrosive — or when your facility layout doesn't follow a straight horizontal run — that average condition is never your actual condition.
This article covers the core design elements engineers and plant managers must evaluate when specifying a custom screw conveyor:
- Material properties and flow characteristics
- Flight geometry and pitch selection
- Trough type and liner options
- Drive sizing and torque requirements
- Configuration options for non-standard layouts
- Integration requirements for upstream and downstream equipment
Each element shapes how the conveyor performs under your specific process conditions.
Key Takeaways
- Material properties — bulk density, abrasiveness, flowability, moisture — determine nearly every other design choice
- Flight type, pitch, and diameter are selected together based on material classification and CEMA loading guidelines
- Inclined conveyors require short-pitch screws, tubular troughs, and revised speed calculations: a horizontal screw cannot simply be repositioned on an angle
- Shafted vs. shaftless is a configuration decision driven by material behavior — not operator preference
- Jersey Crusher builds custom screw conveyors in 316 SS, 304 SS, carbon steel, and abrasion-resistant alloys for food, chemical, and industrial applications
Why Standard Screw Conveyors Fall Short
Standard conveyors are built for a broad range of materials under typical conditions. Once your application introduces sticky sludge, sharp abrasives, elevated temperatures, or an irregular facility layout, the mismatch shows up fast — in wear rates, throughput losses, and unplanned downtime.
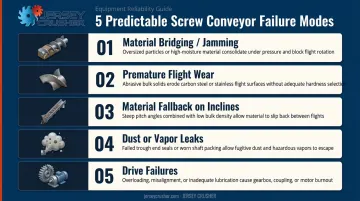
The failure modes are predictable:
- Material bridging or jamming at the inlet when particle size or cohesion exceeds what the standard inlet geometry can handle
- Premature flight wear when abrasiveness class isn't reflected in material selection or loading percentage
- Material fallback on inclines when full-pitch screws are used above 15–25 degrees — CEMA's inclined conveyor guidance explicitly identifies this as a design threshold, not a layout detail
- Dust or vapor leaks in enclosed environments where housing integrity hasn't been specified for the material's hazard profile
- Drive failures from internal collar separation or inadequate torque sizing at start-under-load conditions
When any of these become a maintenance pattern — repeated jams, monthly flight replacements, chronic throughput gaps — the equipment isn't matched to the process. Replacing the same inadequate conveyor repeatedly costs more, long-term, than specifying one built for the application from the start.
How Material Properties Drive Custom Design Decisions
Every design specification starts with one question: what, exactly, is this conveyor moving? The answer determines screw diameter, flight type, trough selection, speed, drive sizing, and material of construction.
Abrasive Materials
Materials classified as moderately or extremely abrasive — minerals, metal powders, dry biosolids, foundry sands — require hardened or abrasion-resistant alloy flights, heavy-duty bearings, and reduced loading percentages.
CEMA-derived design guides classify abrasiveness across three levels (mildly, moderately, and extremely abrasive), with each level driving lower operating speeds, heavier component specs, and closer attention to trough-to-flight clearance.
Running an abrasive material at the same loading and speed as a free-flowing powder accelerates wear on every contact surface. The engineering response requires a full package: appropriate alloy selection, conservative loading, and scheduled inspection intervals.
Sticky, Wet, and Gummy Materials
Sticky or wet materials — sludge, clay, moist food waste, wet chemical cake — pack onto a standard central shaft and create plugging that stalls the conveyor. The design response is a ribbon flight or shaftless screw that removes the central pipe entirely, eliminating the wrapping point. Non-stick surface treatments and self-cleaning flight geometries address residue buildup on flight faces.
Jersey Crusher's sample evaluation service is particularly useful here. When customers ship a sample of their actual production material to the Wayne, NJ facility, the engineering team can assess flow behavior, moisture sensitivity, and packing tendency before specifying flight configuration.
Friable and Delicate Materials
For crystals, pellets, spice powders, pharmaceutical granules, or dried grain, the priority is preserving product integrity throughout the entire conveying process. USDA ARS research on screw conveyors measured corn breakage at 1.24% for high-temperature dried corn versus 0.33% for natural-air dried corn — a difference traceable to material conditioning and handling approach.
Gentle handling in these applications means:
- Lower operating speeds to reduce impact forces at the inlet
- Larger flight-to-trough clearances that minimize compression
- Double-start or reduced-pitch flights to smooth material draw-in
Corrosive and Food-Grade Materials
Food, pharmaceutical, and sanitary chemical applications introduce material-of-construction requirements that aren't negotiable. FDA 21 CFR 117.40 requires food-contact surfaces to be cleanable, nontoxic, and suitable for their intended use. These are design decisions enforced at the specification stage, not afterthoughts in material selection.
Specifications for sanitary screw conveyors typically include:
- 304 or 316 stainless steel construction
- Contact surface texture not exceeding 32 micro-inches Ra (per Meat Institute 2021 hygienic design criteria)
- Chemical-resistant seals and continuous, smooth, polished welds free of pits and cracks
- Enclosed construction to prevent contamination from external sources

Core Structural Design Elements of a Custom Screw Conveyor
Screw Flight Type and Pitch
Flight type is where material behavior translates directly into mechanical design.
| Flight Type | Best Application |
|---|---|
| Standard helicoid or sectional | Free-flowing materials, horizontal or slight incline |
| Ribbon flight | Sticky, viscous, or buildup-prone materials |
| Paddle flight | Applications requiring mixing or lump-breaking during conveyance |
| Variable/tapered pitch | Metering from hoppers or bins; uniform draw-down |
| Short pitch (2/3 or 1/2) | Inclined conveyors above 15–25°; controlled metering |
Pitch selection controls velocity and trough loading. CEMA incline guidance calls for eliminating standard full-pitch screws above 15–25 degrees and shifting to short-pitch configurations to prevent material fallback. Long pitch is appropriate for faster-moving, low-density free-flowing materials on horizontal runs.
Screw Diameter and Trough Design
Screw diameter is calculated from required volumetric capacity — cubic feet per hour — using pipe diameter, pitch, rotational speed, and CEMA trough loading percentage. The trough loading percentage (45%, 30% A, 30% B, or 15%) is dictated by material classification, not arbitrary preference. Abrasive or difficult materials require lower loading percentages than light, free-flowing ones.
A 12-inch screw at 30% A loading delivers approximately 12.9 cubic feet per hour at 1 RPM. Diameter alone tells you nothing without loading and speed factored in.
Trough options follow the application:
- U-trough — standard horizontal or low-incline service; easy access for cleaning and inspection
- Tubular/pipe trough — enclosed, dust-tight service; inclined applications where void space reduction reduces fallback; vertical lifts
- Jacketed trough — applications requiring heating or cooling during conveyance (temperature-sensitive materials, crystallization control, heated viscous materials)
- Drop-bottom trough — applications with frequent clean-out requirements
Drive System and Torque Sizing
The drive system must be calculated, not estimated. CEMA-derived sizing uses the formula HP = (HPf + HPm) × Fo / e, where HPf accounts for running the empty conveyor and HPm covers moving the material. Sizing inputs include:
- Bulk density and conveyor length
- Hanger bearing type and flight configuration
- Material resistance factor (Fm)
- Drive efficiency
Undersizing causes stalls, particularly in start-under-load applications where the screw begins with material already in the trough. Oversizing raises capital cost and accelerates wear on couplings and gearboxes. Both failures tend to surface only once the conveyor is running in production.
Drive options across Jersey Crusher's equipment line include TEFC motors with belt or direct drive configurations, with gear reduction available for severe applications.
Materials of Construction
| Material | Appropriate Applications |
|---|---|
| Carbon steel (blue enamel finish) | Dry, non-corrosive, non-food industrial service |
| 304 stainless steel | Food, general sanitary, and chemical environments |
| 316 stainless steel | Pharmaceutical, high-chloride food, aggressive chemical intermediates |
| Abrasion-resistant alloys | Minerals, foundry sands, metal powders, aggressive abrasives |
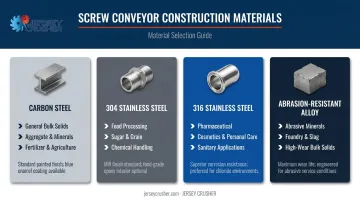
Jersey Crusher fabricates custom screw conveyors across all four categories, with optional interior finishes including food-grade white epoxy for food and pharma applications and high-temperature inorganic carbon/zinc primer for elevated-temperature or specialty chemical service. Stainless units are supplied with mill finish; baseplates and guards in stainless are standard.
Screw Conveyor Configuration Options
Orientation: Horizontal, Inclined, and Vertical
- Horizontal: The most cost-effective option, accommodating the widest material range with standard pitch and loading
- Inclined (0–45°): Capacity drops as the angle increases; short-pitch screws, tubular housings, and higher speeds become necessary above 15–20°; CEMA identifies minimum theoretical capacity between 25 and 65 degrees
- Vertical: Maximum space efficiency, but requires specialized design for dry or semi-fluid materials — not a straightforward extension of inclined conveying
Jersey Crusher engineers conveyors across all three orientations, with each unit built to fit the production layout and throughput requirements of the specific application.
Shafted vs. Shaftless
The right choice depends on material characteristics:
- Shafted: A central pipe stiffens the screw assembly and supports hanger bearings at intermediate points. Best for free-flowing to semi-fluid materials over longer distances.
- Shaftless: No central pipe means no wrapping or packing risk. The standard choice for stringy, wet, or large-lump materials — sludge, wastewater residuals, and similar applications where hanger bearings would create immediate plugging points.
Live-Bottom Configuration
Live-bottom screw feeders use multiple parallel screws in tandem to create active discharge from hoppers, preventing bridging and packing for materials that compact under pressure. In chemical and food processing applications, where hopper flow consistency directly affects downstream stability, this configuration is often the most reliable solution.
Design Considerations for Special and Integrated Applications
System Integration
When a screw conveyor connects to upstream or downstream equipment — lump breakers, volumetric feeders, batching systems, or automated handling — inlet and outlet geometries must be engineered as part of the overall system, not added as an afterthought.
Jersey Crusher designs complete process systems that pair screw conveyors with Lump Busters® (upstream de-lumping), Volumetric Feeders (metered, repeatable discharge), and Particle-izers (fine, controlled particle size output). Proper integration covers:
- Flange alignment between connected equipment
- Transition chute geometry at material transfer points
- Dust containment at each transfer interface
- Stable feed rates that prevent downstream load spikes

For facilities connecting to PLC or SCADA systems, control interface requirements must be identified early in the design phase. Jersey Crusher's volumetric feeder systems are built with PLC and SCADA integration in mind, so the control architecture is scoped during engineering — not retrofitted after installation.
Sanitary and Enclosed-Environment Requirements
For food, pharmaceutical, and chemical processing, sanitary design features include:
- 316 stainless steel construction with mill or polished interior finish
- Continuous welds free of pits, crevices, and surface breaks
- Tool-free disassembly provisions for washdown access
- Clean-out ports in the trough bottom
- Sealed drives that remain in place during cleaning cycles
- Enclosed tube construction that prevents external contamination and operator exposure
These aren't optional upgrades — FDA 21 CFR 211.65 requires pharmaceutical equipment contact surfaces to be non-reactive, non-additive, and non-absorptive. Any surface defect, crevice, or weld pit that traps product or cleaning residue is a direct compliance failure — not just a maintenance issue.
Combustible Dust and Hazardous Environments
For applications handling combustible powders, NFPA 652 requires a Dust Hazard Analysis (DHA) before equipment is placed in service. The standard governs several conveyor-specific requirements:
- Housing integrity to prevent dust escape
- Plugged-conveyor shutoff and alarm systems
- Flight-edge speed limits to control friction ignition risk
- Grounding provisions and plug detection as engineered specifications
These requirements apply wherever a combustible particulate solid moves through an enclosed housing — grain, chemical, pharmaceutical, spice, sugar, and beyond. Plug detection and grounding are not field additions; they belong in the original design specification.
Frequently Asked Questions
What is the difference between a shafted and shaftless screw conveyor?
Shafted conveyors use a central pipe for support, enabling longer runs with hanger bearings — suited to most free-flowing materials. Shaftless designs eliminate the pipe entirely, preventing sticky, stringy, or large-lump materials from wrapping or packing, and simplify maintenance by removing intermediate bearings.
How do I calculate the right capacity for a custom screw conveyor?
Capacity is calculated volumetrically using screw diameter, pipe diameter, pitch, rotational speed, and CEMA trough loading percentage. The trough loading percentage — 45%, 30% A, 30% B, or 15% — is set by the material's CEMA classification code, which accounts for flowability, abrasiveness, and particle characteristics.
What flight type should I choose for my bulk material?
Flight selection depends on material behavior and process requirements:
- Standard helicoid or sectional flights — free-flowing, dry bulk materials
- Ribbon flights — sticky or viscous substances that would pack around a solid flight
- Paddle flights — materials requiring mixing or de-lumping during conveyance
- Variable-pitch screws — hopper draw-down applications
- Short-pitch flights — inclined conveyors or metered discharge
How does the angle of inclination affect screw conveyor performance?
As incline exceeds 15–20 degrees, capacity drops and material fallback risk increases — short-pitch screws, tubular housings, and adjusted speeds are required. Between 25 and 65 degrees, theoretical capacity reaches its minimum. Above 45 degrees, the conveyor is classified as vertical and requires a purpose-built design.
What materials of construction are used for food-grade or sanitary screw conveyors?
Food-grade and pharmaceutical conveyors require 304 or 316 stainless steel with polished interior finishes, continuous welds, chemical-resistant seals, and crevice-free construction to meet FDA sanitary standards. Jersey Crusher also offers food-grade white epoxy interior finish as an option for additional surface protection.
What information should I provide when requesting a quote for a custom screw conveyor?
Have the following ready when requesting a quote:
- Material name, bulk density, and particle size
- Flowability and special properties (abrasive, sticky, corrosive, food-grade)
- Required capacity (lbs/hr or tons/hr)
- Conveyor path, total length, and operating temperature
- Material-of-construction preference and any sanitary or combustible dust requirements
Jersey Crusher accepts product samples for engineering evaluation. Contact the team at 973-686-5999 or sales@jerseycrusher.com to arrange a submission.


