Introduction
Particle size distribution gets treated as a quality checkpoint — something measured after the fact, reported in a batch record, and flagged when something goes wrong. That framing is backward.
PSD is a production variable. It determines how material flows, reacts, dissolves, and compacts in every step that follows size reduction. When it's controlled, downstream processes run predictably. When it isn't, the consequences compound: variable dissolution rates, blocked feeders, accelerating equipment wear, failed QC checks, and regulatory exposure.
Research from Siemens on industrial downtime shows that unplanned downtime costs general manufacturers an average of $260,000 per hour. Many of those stoppages trace back to feed inconsistency, a problem that starts upstream at the size reduction stage.
This article covers what PSD actually is, why consistent control matters operationally, and what the real cost of variability looks like for manufacturers in pharmaceuticals, food processing, fertilizer, and chemical production.
Key Takeaways
- Consistent PSD means every batch contains particles within a defined, repeatable size range — determining how material actually performs downstream
- Inconsistent PSD triggers a chain of problems: erratic flow, equipment wear, QC failures, and compounding rework costs
- Controlling PSD delivers reliable batch quality, reduced equipment wear, and defensible regulatory compliance
- The most effective control point is the size reduction stage, where integrated sizing screens physically block oversized material
- Measuring and tracking PSD over time (D50, D90) catches drift before it becomes a compliance or customer issue
What Is Particle Size Distribution?
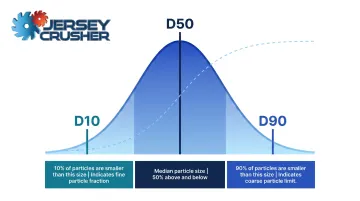
PSD describes the range of particle sizes present in a processed material and how they're spread across that range. In practice, it's expressed using percentile markers:
- D10 — the size below which 10% of particles fall (the fine end)
- D50 — the median size; half the particles are smaller, half are larger
- D90 — the size below which 90% of particles fall (the coarse end)
Together, these three values describe both the central tendency and the spread of a particle population per batch — and they determine whether downstream processes get the material behavior they require.
PSD matters most in industries that crush, grind, or break down bulk materials before those materials enter a next-stage process. Chemical processing, food and spice manufacturing, pharmaceutical production, fertilizer, minerals, and recycling all depend on PSD to ensure processed material performs as expected downstream.
The goal isn't a perfect distribution curve. It's predictable material behavior — how the material flows through a feeder, reacts in a vessel, dissolves in a tablet, or disperses across a field. PSD is the variable that determines whether that behavior is repeatable.
Key Advantages of Consistent Particle Size Distribution
Controlling PSD isn't an abstract quality objective. Each advantage below connects to metrics that operations managers and process engineers are directly accountable for — yield rates, downtime frequency, energy per ton, audit findings, and cost per acceptable unit.
The common thread across industries: predictable inputs produce predictable outputs, and consistent PSD is what makes inputs predictable.
Advantage 1: Reliable Product Quality and Batch-to-Batch Consistency
When particle size is controlled within a defined range, material surface area, reactivity, dissolution rate, and density stay stable run to run. Downstream formulations don't need to compensate for variation. Each batch behaves identically to the last.
In practice, this matters most in two ways:
Pharmaceutical manufacturing: The FDA's Process Analytical Technology (PAT) framework treats PSD as a Critical Quality Attribute under ICH Q8(R2), meaning it must be characterized and controlled as part of process validation. Variation in D90 (the coarse fraction) has a direct effect on dissolution — a physiologically based pharmacokinetic (PBPK) modeling study on Bitopertin showed that increasing the D90 while holding D50 constant reduced simulated Cmax by up to 15%. In pharma, first-pass yield for zero defects can be as low as 60%, and the Cost of Poor Quality (COPQ) — including deviation investigations, material replacement, and batch write-offs — can represent 25–40% of operational costs.
Food processing: Texture, flavor release, and heat lethality are all tied to particle size. FDA draft guidance under FSMA explicitly notes that particle size affects the rate of heating at a particle's center during cooking, meaning maximum particle size must be established and validated to ensure process lethality. Food recalls average $10 million in direct costs, with indirect losses from brand damage multiplying that figure.
KPIs affected by PSD consistency:
- First-pass yield rate
- Batch rejection rate
- Quality hold frequency
- Product return rate
- Customer complaint volume
Advantage 2: Process Efficiency and Reduced Equipment Wear
Downstream equipment (mixers, feeders, conveyors, reactors, packaging lines) is designed to handle material within a defined size range. When oversized particles or wide distributions enter those systems, stress accumulates fast.
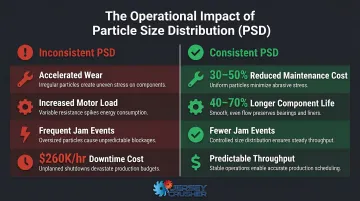
Oversized lumps cause accelerated wear on contact surfaces, increased motor load, and in severe cases, complete jams requiring manual clearing. The economics are unforgiving: at $260,000 per hour on average for general manufacturing, even one preventable jam per week represents significant annual cost.
Beyond jam events, erosive wear compounds the problem. Larger particles carry more kinetic energy per impact, removing more material from contact surfaces with each pass. Maintaining feed size within specification can reduce wear-related maintenance costs by 30–50% and extend component life by 40–70%.
Jersey Crusher's Lump Busters® address this at the source. The dual-rotor design uses counter-rotating shafts to shear material, and an integrated sizing screen physically prevents any particle above the specified diameter from exiting the machine. Screen hole diameters are customizable from ⅛" to 2", with options beyond that range available for specific applications.
This upstream control is more reliable than downstream screening because it acts during size reduction — material can't bypass it. The screen functions as a gatekeeper: the particle meets the size spec, or it stays in the crushing chamber until it does. Side-removal bed screens make maintenance fast, keeping production downtime minimal when screen changes are needed.
KPIs affected:
- Mean time between maintenance events
- Equipment downtime frequency
- Energy consumption per ton processed
- Conveying and feeding throughput consistency
Advantage 3: Regulatory Compliance and Reduced Waste
Controlling feed size to protect equipment is only half the equation. Many industries also carry formal particle size specifications backed by regulatory authority, and consistent PSD is what makes those specifications achievable and auditable.
Pharmaceutical: The FDA has issued Warning Letters for PSD-related failures. In 2025, the FDA cited Glenmark Pharmaceuticals for insufficient investigation of dissolution failures tied to API particle size distribution, resulting in a market recall. In 2008–2009, KV Pharmaceutical received an FDA Form 483 observation for re-screening batches due to unacceptable particle size without QA approval — batches that were subsequently released and linked to tablet defects. Both cases reflect what happens when PSD control is inadequate.
Food: FSMA's preventive controls framework requires processors to establish and validate maximum particle sizes for heat treatment processes. In spice processing, grind consistency intersects with both safety (surface area affects microbial load reduction) and labeling compliance.
Fertilizer and agrochemicals: The EPA's Spray Drift Test Guidelines require testing that depends on particle and droplet size, and the Association of American Plant Food Control Officials (AAPFCO) sets strict size specifications for certain fertilizer types. Jersey Crusher's Particle-izers are positioned specifically for this requirement, creating fine, evenly-sized particles that distribute uniformly across soil and improve nutrient absorption rates.
Consistent PSD translates directly into audit-ready operations:
- Quality documentation reflects actual performance, not average performance
- Batch records support audits without qualification
- Off-spec material (too coarse or too fine) is reduced, lowering waste and rework labor
- Specification submissions are defensible because the process consistently produces within range
What Happens When Particle Size Distribution Is Inconsistent
Inconsistent PSD rarely announces itself with a single dramatic failure. It accumulates.
The chain typically runs like this:
- Feed variability hits downstream systems — uneven mixing, variable dissolution rates, and unpredictable flow force operators into reactive adjustments; each adjustment introduces additional variability and slows throughput
- Equipment wear accelerates quietly — oversized particles stress systems beyond design parameters; maintenance cycles shorten before anyone connects the cause
- Quality failures begin stacking — batch holds, rework labor, and material write-offs increase; cost-per-unit of acceptable output rises while yield falls
- Scaling becomes difficult — what functions at low volume becomes unmanageable at higher throughput when PSD inconsistency is built into the process

The feed variability in item #1 plays out clearly in bulk solids handling: wide PSDs degrade flowability through mechanical interlocking and particle segregation. In continuous loss-in-weight feeders, smaller particles fill voids between larger ones, altering bulk density and causing fluctuations in mass flow — the kind of instability that undermines dosing accuracy and compounds across every downstream step.
Left unaddressed, each of these failure modes reinforces the next. The cost isn't a single incident — it's the accumulated inefficiency of a process running outside its design parameters.
How to Achieve and Maintain Consistent Particle Size Distribution
Consistent PSD is an outcome of three conditions working together. It's most effectively established at the size reduction stage, not corrected downstream.
1. Equipment that controls output size as an integrated function
Size reduction equipment with built-in screens or breaker bars physically limits what exits the machine. Jersey Crusher's Lump Busters® exemplify this approach: the integrated sizing screen means the equipment itself defines the maximum output particle size, regardless of variation in incoming feed.
The counter-rotating dual-rotor design shears material along natural fracture lines rather than pulverizing it, which reduces fines generation and produces a tighter size distribution. Key control parameters include:
- Rotor speed: Adjustable from 300–1800 RPM to match material hardness and target PSD
- Screen diameter: Configurable from ⅛" to 2"+ for output size control across different specifications
For applications requiring finer output, Jersey Crusher's Particle-izers extend that control down to 100 mesh or smaller — useful in pharmaceutical API processing, spice production, and fertilizer manufacturing where the target particle range is significantly finer than what a lump breaker produces.

2. Manage feed conditions consistently
Even well-designed equipment produces variable output when feed conditions vary. The factors that most affect output PSD:
- Incoming lump size — oversized feed increases the work required per cycle, which can affect output distribution
- Material moisture — hygroscopic materials change behavior as moisture varies; wet feed behaves differently than dry
- Feed rate — overfeeding reduces residence time in the crushing zone, increasing the proportion of undersized passes
Process controls that stabilize these inputs — volumetric feeders, controlled infeed rates, consistent material storage conditions — protect the PSD consistency that equipment is designed to deliver.
3. Measure and track PSD over time
Tracking D50 and D90 values against defined targets across batches reveals drift early — before it becomes a quality failure or a compliance event. Laser diffraction (per ISO 13320 and USP <429>) is the standard method for routine volumetric bulk solids PSD measurement, suited for at-line or in-line use.
Measurement also informs equipment selection. For customers uncertain about the right screen configuration for their material, Jersey Crusher offers a free sample evaluation service: ship production material to their Wayne, NJ facility, and their engineering team recommends the right equipment configuration, screen size, and integration approach — giving operations a validated starting point rather than trial-and-error adjustments.
Conclusion
Consistent particle size distribution is a control variable, not a quality metric. It determines whether downstream processes run predictably or reactively — whether first-pass yield holds or triggers rework, whether equipment runs within design parameters or wears ahead of schedule. Batch records either support audits or require explanation — and PSD is usually at the root of which outcome you get.
The advantages compound with every batch: tighter PSD means less rework, reduced equipment stress, fewer regulatory findings, and lower cost per unit of acceptable output.
Getting there starts at the size reduction stage. The right equipment, managed feed conditions, and regular measurement against defined targets are the operational discipline that turn consistent PSD from an occasional result into a standard one.
Frequently Asked Questions
What does particle size mean?
Particle size refers to the measured dimensions of individual particles — typically expressed as diameter relative to a reference like sieve mesh opening or equivalent sphere diameter. It determines how a material behaves in processing, packaging, and end-use applications.
What are the different types of particle size distribution?
PSD can be expressed as volume-based, surface area-based, or number-based distributions, each measuring particles differently. Industrial applications most commonly use volume-based or weight-based distributions, expressed through percentile values (D10, D50, D90) indicating the size below which a given percentage of particles fall.
What do D10, D50, and D90 mean in a particle size distribution?
D50 is the median particle size — 50% of particles fall below this value. D10 and D90 mark the lower and upper ends of the distribution, so the gap between them indicates how wide or narrow the overall spread is.
What is the FDA guidance on particle size distribution?
The FDA requires pharmaceutical manufacturers to characterize and control PSD as part of process validation — particle size directly affects dissolution rate, bioavailability, and dosage uniformity. Under its PAT framework and ICH Q8(R2) guidance, PSD is treated as a Critical Quality Attribute across drug types and formulations.
What is the difference between DLS and SEM for particle size measurement?
DLS measures particle size in suspension by analyzing light scatter — fast and well-suited for submicron particles in liquid form. SEM produces direct visual images of individual particles for precise shape and size analysis. Use DLS for rapid bulk characterization; use SEM when higher-resolution detail is needed for research or troubleshooting.
How does size reduction equipment contribute to consistent particle size distribution?
The primary control point for PSD is the size reduction stage. Equipment like Jersey Crusher's Lump Busters® incorporates integrated sizing screens or breaker bars that physically prevent oversized material from exiting the machine — only particles meeting the specified size pass through. Controlling size at the source eliminates the need for downstream screening or rework to correct what the upstream process should have handled.