
Introduction
Production bottlenecks, material spillage, contamination risk, rising equipment costs — plant engineers fielding these problems simultaneously need conveying solutions that address more than one failure point at a time. The search usually leads to the same answer: horizontal screw conveyors.
The reasons behind that recommendation often get reduced to generic specs. A datasheet tells you diameter and capacity — not why enclosed conveying eliminates a compliance liability, how multi-point discharge cuts your equipment count, or what a misplaced drive does to throughput when it matters most.
This article breaks down the actual operational advantages horizontal screw conveyors deliver — and what to get right during selection and integration to ensure those advantages show up in practice.
Key Takeaways
- Horizontal screw conveyors are the most widely used conveyor type for moving dry to semi-fluid bulk materials in a compact, enclosed footprint
- Enclosed design eliminates dust escape and contamination risk — no secondary containment required
- Fewer moving parts and no compressed air infrastructure mean lower capital cost and total cost of ownership versus pneumatic or belt alternatives
- A single unit can serve multiple process stages through configurable inlets and discharge points
- Trough loading percentage, material characteristics, and drive placement determine throughput, wear rate, and motor load — get the spec right from the start
What Is a Horizontal Screw Conveyor?
A horizontal screw conveyor is a bulk material transport device that uses a rotating helical screw (flighting) inside a trough or enclosed tube to push material from one process point to another along a flat or near-flat path.
The equipment appears across a wide range of industries wherever bulk solids or semi-fluids need to move reliably between process stages, hoppers, silos, or discharge points:
- Chemical processing and pharmaceutical production
- Food manufacturing, grain handling, and fertilizer operations
- Recycling facilities and mineral processing
That breadth of application points to a simple reality: the conveyor isn't the goal — it's the mechanism that keeps upstream and downstream equipment fed at the right rate. When it works correctly, production flows. When it doesn't, the entire line feels it.
According to the KWS Screw Conveyor Engineering Guide, horizontal screw conveyors are the most widely used type and are available in a wide range of sizes, configurations, and materials of construction — explaining their prevalence across industries and process layouts.
Key Advantages of Horizontal Screw Conveyors
The three advantages below are grounded in operational impact — not theoretical specifications. Each ties to outcomes plant managers and process engineers track daily: cost control, throughput, compliance, uptime, and product quality.
How much value each advantage delivers depends on correct specification. Trough loading percentage (15%, 30%, or 45%), material characteristics, and drive unit placement all affect real-world performance. Get those right and these advantages compound. Get them wrong, and the equipment underperforms regardless of how well it was designed.
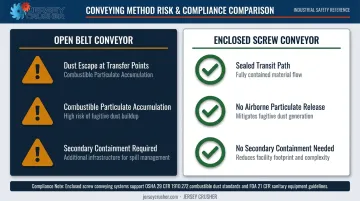
Advantage 1: Fully Enclosed Design for Safe, Compliant Material Handling
Horizontal screw conveyors operate within a fully enclosed trough or tubular housing. Material moves from inlet to discharge without contacting the open environment at any point during transit.
In practical terms, this means:
- Dust, vapor, and fine particles that escape from open belt conveyors stay inside the unit
- No secondary containment shrouding is needed around the conveyor itself
- Transfer points (historically the dirtiest locations on any conveying line) become sealed handoffs rather than open spill zones
For facilities handling hazardous chemicals, pharmaceutical powders, food ingredients, or fine minerals, open conveying creates direct compliance exposure. OSHA's combustible dust data documents 281 combustible dust incidents between 1980 and 2005, resulting in 119 deaths and 718 injuries — the majority in facilities where fine particulate accumulation went uncontrolled. Enclosed conveying removes the accumulation source at the equipment level.
The food manufacturing context adds another layer. A 2018 Food Safety Magazine analysis placed the average direct cost of a U.S. food recall at $10 million (covering retrieval, destruction, unsaleable product, and extra labor). Ingredient contamination during transport is a preventable contributor to that risk. Enclosed conveying doesn't eliminate all contamination pathways, but it closes one of the most common ones.
This advantage is most relevant in pharmaceutical manufacturing, food processing (spice, grain, sugar), and chemical processing — anywhere governed by OSHA, FDA, or EPA particulate standards. Jersey Crusher builds screw conveyors in food-grade 316 and 304 stainless steel for these applications.
Key operational metrics affected: workplace air quality compliance, product contamination incidents, housekeeping labor hours, secondary containment cost, and regulatory audit outcomes.
Advantage 2: Cost-Effectiveness Compared to Alternative Conveying Methods
Among the conveying options available to bulk material handlers — belt conveyors, pneumatic conveyors, aeromechanical conveyors — horizontal screw conveyors typically require lower capital investment, simpler installation, and lower ongoing maintenance cost for equivalent throughput in applicable applications.
The cost gap comes from several structural factors:
- Fewer moving parts than belt systems — no return rollers, belt tensioners, or tracking mechanisms
- No compressed air infrastructure required, unlike pneumatic systems that need compressors, filtration, and pressurized piping
- Simple drive unit design that reduces spare parts complexity and maintenance labor
- Compact footprint that lowers installation and structural support costs
For dry to semi-fluid materials moving 10–60 feet horizontally, the total cost of ownership advantage compounds over years through lower energy draw and simpler maintenance. The savings are most pronounced in fertilizer, grain, recycling, and mineral processing — applications where pneumatic systems would require compressors and filtration, or where belt conveyors would demand complex guarding and ongoing spillage management.

Key operational metrics affected: capital equipment cost per unit of capacity, energy cost per ton conveyed, maintenance labor hours per month, mean time between failures, and total cost of ownership over equipment lifespan.
Advantage 3: Flexible Distribution — Multiple Inlets, Multiple Discharge Points
A single horizontal screw conveyor can receive material from multiple upstream sources and distribute it to multiple downstream destinations at the same time. Slide gates or drop chutes positioned along the trough divert material to different collection points, silos, or processing stations without additional conveying equipment.
Why this matters for plant layout:
- Reduces the total number of conveyors, transfer points, and control systems required
- Simplifies plant layout and lowers installation cost
- Decreases the number of failure points in the material flow path
- Enables batch routing to different lines or storage destinations from a single unit
For operations that route material to multiple packaging lines, multiple storage silos, or multiple downstream processing steps (grain processing, chemical blending, food manufacturing, recycling facilities handling mixed streams) this eliminates the need for parallel conveying systems running the same material to different endpoints.
Jersey Crusher designs screw conveyor inlet and outlet geometry to customer specifications, including integration with rotary valves, silo discharge points, and tank inlets, making multi-point distribution accessible as part of an engineered-to-order build rather than a field modification.
Key operational metrics affected: equipment count per process line, material routing flexibility, changeover time between production runs, layout footprint, and total conveying system capital cost.
What Happens When the Wrong Conveyor Is Chosen or the System Is Ignored
Misspecification and deferred maintenance produce predictable outcomes:
- Wrong trough loading percentage — overloading accelerates wear on flights and the trough; underloading creates inconsistent feed rates that disrupt downstream equipment
- Incorrect drive placement — positioning the drive at the inlet rather than the discharge end puts screw sections under compression rather than tension, accelerating fatigue and increasing component replacement frequency. CEMA and KWS both specify drive placement at the discharge end as standard practice for this reason
- Material mismatch — specifying a conveyor without accounting for bulk density, moisture content, abrasiveness, or flowability leads to chronic blockages or premature wear
- Reactive maintenance — when a conveyor fails mid-production, it halts both upstream feed equipment and downstream processing simultaneously, turning a single component failure into a full-line stoppage
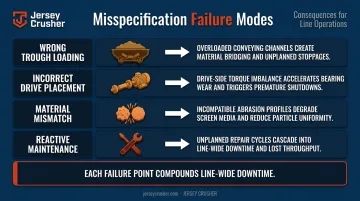
That last point is what makes conveyor downtime disproportionately expensive. The repair cost is only part of it — production hours lost, missed delivery schedules, and equipment restart time across the full line typically dwarf whatever it costs to fix the conveyor itself.
How to Get the Most Value from a Horizontal Screw Conveyor
Performance is determined at the specification stage. The decisions made before installation define what the equipment can actually deliver.
Specification priorities:
- Match trough loading to material characteristics — bulk density, moisture content, abrasiveness, and flowability determine whether 15%, 30%, or 45% loading is appropriate. Very abrasive or sluggish materials (alumina, glass cullet) use 15%; nonabrasive, free-flowing materials (baking soda) can go to 45%
- Position the drive at the discharge end — this places screw sections in tension rather than compression, reducing fatigue and extending component life
- Select the right material of construction — abrasive applications need abrasion-resistant materials; food and pharmaceutical applications require 304 or 316 stainless steel; corrosive environments dictate a specific grade based on the chemistry involved
Maintenance approach:
- Establish inspection schedules for wear components — flights, trough liners, and bearings — based on material abrasiveness and operating speed
- Keep spare parts on hand before they are needed; waiting for a part to fail before ordering is the most common path to unplanned downtime
- In abrasive applications, inspect more frequently — quarterly or monthly depending on throughput volume
Integrating a screw conveyor into a larger process system requires looking beyond the conveying step itself. Jersey Crusher builds screw conveyors in stainless steel, carbon steel, and abrasion-resistant materials, and provides technical guidance on integration with lump breakers, volumetric feeders, and Particle-izers. Specifying the conveyor in the context of the full process — not in isolation — is what eliminates the downstream compatibility problems most facilities encounter after installation.
Conclusion
Horizontal screw conveyors deliver their strongest value not from any single feature, but from the combination of enclosed design, cost efficiency, and distribution flexibility. Both hold up only when the unit is specified for the actual material, load, and layout — and maintained on a consistent schedule.
These gains show up in compliance outcomes, cost per ton, and production continuity: the metrics plant managers and process engineers track every week. The conveyor that keeps dust contained, reduces equipment count, and runs at a lower total cost than the alternatives isn't a minor operational detail. It's a meaningful contributor to margin and line reliability.
Conveyor selection that accounts for material characteristics, load requirements, and process integration from the start is what separates equipment that performs across its full service life from equipment that underperforms and drives unplanned maintenance costs.
Frequently Asked Questions
What materials can a horizontal screw conveyor handle?
Horizontal screw conveyors handle dry to semi-fluid bulk materials: powders, granules, grains, chemicals, sugar, spices, minerals, fertilizers, and pharmaceutical ingredients. Abrasive, high-moisture, or sticky materials require design adjustments to flight type, trough loading, and construction material.
How is a horizontal screw conveyor different from an inclined or vertical screw conveyor?
Horizontal conveyors move material along a flat or near-flat path with the lowest horsepower draw and full trough loading options. Inclined conveyors lose efficiency and require more power as the angle increases; vertical conveyors handle steep elevation only. If your application is flat or near-flat, horizontal is the right starting point.
What is trough loading and why does it matter?
Trough loading is the percentage of the trough cross-section filled with material during operation — typically 15%, 30%, or 45%. Selecting the wrong loading percentage for a given material's density and flowability causes either inefficient throughput or accelerated wear on flights and the trough.
Where should the drive unit be positioned on a horizontal screw conveyor?
The drive unit should be positioned at the discharge end, not the inlet. This places screw sections in tension as material moves toward discharge, reducing component fatigue and extending service life. Inlet-end drive placement is a common misspecification that accelerates wear.
How often does a horizontal screw conveyor require maintenance?
Frequency depends on material abrasiveness, speed, and trough loading — abrasive applications need more regular inspection of flights and liners, while lighter-duty systems may only require quarterly checks. Stocking spare parts before failure is the most reliable way to prevent unplanned downtime.
Can horizontal screw conveyors be customized for specific industry requirements?
Yes — construction options include food-grade 316 or 304 stainless steel, carbon steel, and abrasion-resistant materials. Trough sizes, inlet and discharge configurations, and drive options can all be specified to meet food, pharmaceutical, chemical, and other regulated environment requirements.


