
Introduction
In industrial material processing, sizing screens are often treated as an afterthought — right up until they fail. Blinding, overloading, inconsistent particle output, and accelerated wear are common problems, and most trace back to the same root cause: screen selection based on guesswork rather than engineering principles.
A poorly matched screen doesn't just reduce throughput. It becomes a bottleneck that affects every downstream process step.
Getting screen selection right starts with understanding the four core principles that govern performance: material properties, aperture selection, throughput capacity, and operating conditions.
Whether you're specifying screens for a new installation or troubleshooting an existing system, these principles apply across industries — from food and pharma to minerals and fertilizer.
Key Takeaways
- Material properties come first: friability, moisture content, and bulk density drive aperture size and screen geometry
- Work backwards from your target particle size to define aperture diameter
- Size screen capacity for peak feed rates, not average rates
- Match screen material (carbon steel, 304 SS, 316 SS, or abrasion-resistant) to your application environment
- If selection is uncertain, test with material samples before finalizing your configuration
What Is a Sizing Screen and How Does It Work?
A sizing screen is a perforated plate, mesh, or grid integrated directly into size reduction equipment — lump breakers, conical mills, granulators, and similar machinery. Its function is straightforward: material is processed by rotating elements (blades, rotors, breaker bars) until particles are small enough to pass through the screen apertures. Anything larger stays in the processing chamber and continues to be reduced.
The screen sets the ceiling on maximum output particle size — but it's not the only factor. Several variables contribute to actual particle size distribution:
- Rotor speed — faster rotation increases impact frequency and reduces average particle size
- Blade geometry — blade angle and edge profile affect how material fractures
- Feed rate — higher throughput can reduce dwell time and affect consistency
- Material behavior — hardness, moisture content, and friability all influence how material responds
The screen remains the primary control point, but optimizing these variables alongside aperture selection is what delivers consistent output.
Jersey Crusher's Lump Busters® integrate this approach across all models (1515 through 6464), with screen apertures customizable from ⅛" to 2" and beyond — allowing a single machine to serve widely different output requirements simply by swapping the screen configuration.
Principle 1: Know Your Material Properties Before Selecting a Screen
Material properties are the most influential factor in screen selection — and the most commonly underestimated. Getting this wrong leads to blinding, premature wear, or inadequate size reduction.
Friability and Hardness
Hanningfield's conical mill screen guide identifies hardness, friability, and moisture content as the primary material characteristics driving screen selection. Friable materials (those that crumble easily) break down with less mechanical force, allowing more flexibility in aperture selection. Hard, ductile, or tough materials require more aggressive geometry — different hole profiles, closer tolerances, or sturdier screen construction. Franklin Miller's lump breaker selection guidance reinforces this: equipment must be sized for both maximum lump size and required output, with material toughness — friable, sticky, or abrasive — directly shaping which screen geometry is appropriate.
Moisture Content
High moisture promotes particle agglomeration and screen blinding. Powder & Bulk Solids notes that sticky materials can blind screen openings — and that larger clearances, Teflon-coated components, or specialized screen designs are the practical countermeasures. Severe cases may require wet screening methods or a full redesign of the aperture configuration.
Bulk Density and Particle Shape
Two additional factors that often get overlooked:
- Bulk density: denser materials impose greater mechanical load on the screen surface — factor this into screen thickness and expected wear rate
- Particle shape: flat or flaky particles resist aligning with round holes; slotted apertures typically handle elongated particles more effectively
A flat, flaky mineral particle that won't align with a round aperture can cut effective throughput well below expectations — even when the nominal aperture size appears correct on paper.
Principle 2: Selecting the Right Aperture Size for Your Target Output
The aperture diameter sets the maximum particle size that can exit the machine. Larger apertures produce coarser output at higher throughput; smaller apertures produce finer output but restrict capacity. Screen hole size directly affects both particle size distribution and mill capacity — as Quadro's screen selection guidance details.
Working Backwards from Product Specification
Start with your required maximum output particle size. That value defines your upper aperture limit. From there, factor in:
- Moisture or swelling effects that may cause particles to be slightly larger post-processing
- Shape factors — round holes control cut point consistently but may under-screen elongated particles
- Any downstream tolerance requirements (pharmaceutical specifications are tighter than fertilizer applications)
Aperture Size Ranges and Typical Applications
| Aperture Range | Typical Applications |
|---|---|
| ⅛" – ¼" | Pharmaceutical, food ingredients, fine chemicals requiring precise PSD |
| ¼" – ¾" | General industrial, recycling, detergents, cosmetics |
| ¾" – 2"+ | Minerals, fertilizer, sugar, bulk agricultural materials |
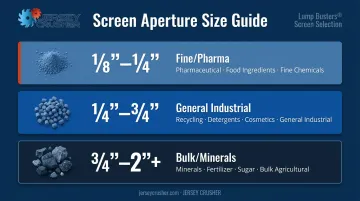
Jersey Crusher's Lump Busters® cover this full range, with hole diameters from ⅛" to 2" and custom options beyond 2" for applications requiring larger openings.
Aperture Shape Considerations
Round holes are the most common configuration, providing consistent cut points and structural strength. The Marco Specialty Steel perforated metal handbook notes that 60-degree staggered round-hole patterns account for roughly 80% of perforated metal production because of their balance of strength and open area options.
Slotted apertures suit elongated particles, wet granulation applications, and friable or heat-sensitive materials. Jersey Crusher offers both round and slotted configurations — selection is driven by material behavior and particle geometry.
Open Area Percentage
Open area (ratio of hole area to total screen area) directly affects throughput. Higher open area means faster material flow but reduces structural integrity, and open areas above 70% increase distortion risk. With fine apertures specifically, achieving adequate throughput means balancing hole size, pattern density, and screen thickness together — adjusting any one variable affects the others.
Principle 3: Aligning Screen Capacity with Your Throughput Requirements
A screen sized correctly for aperture but incorrectly for throughput will fail — overloading is the most common cause of screening failure and accelerated wear.
Designing for Peak, Not Average, Flow
Size your screen for the maximum expected feed rate, not the average. Process upsets, upstream surges, and batch variability all create peak loads that exceed average throughput. Jersey Crusher recommends starting feed at less than 50% of rated capacity and increasing incrementally while monitoring motor amperage — a practical indicator of overload.
Key throughput principles:
- Larger apertures process more material per unit time than smaller apertures at equivalent depth
- Screen area must be matched to feed rate — adding a larger model is often more effective than simply increasing rotor speed
- Motor amperage is a real-time overload indicator — rising current draw under consistent feed rates signals that the screen is becoming a bottleneck
Material Bed Depth
Controlling feed rate does more than prevent overload — it also governs material bed depth. When material accumulates too deeply on the screen surface, fine particles can't stratify and reach the apertures efficiently. The result is reduced throughput and inconsistent product size, regardless of whether the aperture is correctly sized. Keep bed depth in check, and your aperture selection will perform as intended.
Principle 4: Accounting for Screen Type and Operating Conditions
Aperture size alone doesn't determine performance. The operating environment and screen material both affect how reliably the screen performs over time.
Wet vs. Dry Screening
- Dry screening suits low-moisture, free-flowing materials and allows higher screening speeds; it's the standard for most powder applications
- Wet screening reduces blinding with high-moisture or sticky materials but requires sealed, corrosion-resistant construction throughout
Screen Material Selection
Matching screen material to the application environment prevents premature failure and contamination risk:
| Material | Application |
|---|---|
| Carbon steel | General industrial, fertilizer, bulk chemical — non-sanitary applications |
| 304 stainless steel | Corrosion-resistant industrial applications without strict food-contact requirements |
| 316 stainless steel | Food, pharmaceutical, cosmetics — where 21 CFR Part 117 food-contact surface requirements apply |
| Abrasion-resistant alloys | Minerals, foundry sand, construction materials — where standard alloys wear prematurely |
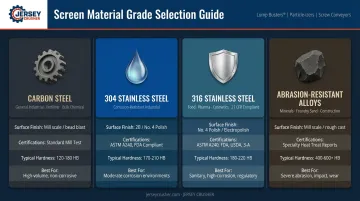
Selecting the right grade from the outset avoids costly retrofits and keeps the equipment compliant with the environments it serves.
Jersey Crusher's Lump Busters® line covers all four material grades, with 316 SS units available with optional food-grade white epoxy interior finishes for pharmaceutical and food processing applications. Air purge shaft seals come standard on all units, preventing material from entering bearings — a critical requirement in GMP-regulated pharmaceutical environments.
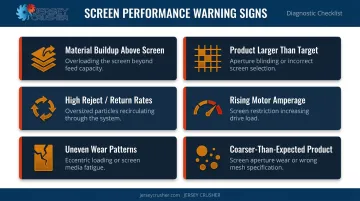
Signs Your Sizing Screen Is Underperforming — and What to Do
Performance problems with sizing screens are usually identifiable before they become critical failures. Watch for these warning signs:
- Material buildup above the screen — indicates overloading; feed rate exceeds screen capacity
- Product consistently larger than target — screen blinding or wrong aperture; check for plugged openings and material moisture
- High reject or return rates — particles cycling back through the system without passing through
- Rising motor amperage — a practical overload signal under consistent feed conditions
- Uneven wear patterns — suggests uneven material distribution across the screen surface
- Coarser-than-expected product — can indicate worn or damaged screens
When persistent problems occur despite correct aperture selection, the answer is almost always in the material property data. Moisture conditions shift seasonally. Feed characteristics change with suppliers. A screen that worked well for six months may blind reliably in humid summer conditions.
That's where physical sample evaluation becomes the diagnostic tool specification sheets can't replace. Jersey Crusher's engineering team in Wayne, NJ accepts actual production material samples before equipment is configured — evaluating moisture sensitivity, abrasiveness, and agglomeration tendencies that datasheets rarely capture. The result is screen aperture and geometry selections validated against the real material, not a theoretical description of it.
To start a sample evaluation, call 973-686-5999 for sample shipping details.
Frequently Asked Questions
What is a sizing screen?
A sizing screen is a perforated plate or mesh medium integrated into size reduction equipment — lump breakers, granulators, conical mills — that controls maximum output particle size by allowing only particles smaller than the aperture opening to pass through. Material is processed until it reaches the required size.
How do you determine your screen size?
Start with your required maximum output particle size and work backward to aperture diameter. From there, factor in material properties — moisture content, bulk density, friability, and particle shape — plus required throughput and peak feed rate to confirm sufficient open area and capacity.
What is the difference between 18x14 and 20x20 mesh?
Mesh count is the number of openings per linear inch. An 18×14 mesh creates a rectangular opening (18 openings one way, 14 the other); a 20×20 mesh creates a square opening with 20 equal openings per inch in both directions. Higher counts mean finer separation, though actual aperture size also depends on wire diameter.
What happens if a sizing screen is overloaded?
Material accumulates too deeply on the screen surface, preventing fine particles from stratifying and reaching the apertures. This reduces throughput efficiency, increases wear, and produces inconsistent output — with oversized particles either passing through or cycling back excessively.
How does material moisture affect screen sizing decisions?
High moisture causes particle agglomeration and screen blinding, typically requiring larger aperture sizes, anti-blinding screen designs, or wet screening configurations. Because moisture thresholds vary by material, sample testing is especially valuable for moisture-sensitive products.
Can sizing screens be customized for specific applications?
Yes. Screens can be configured by aperture diameter, aperture shape (round or slotted), open area, and screen material (stainless steel grades, carbon steel, abrasion-resistant alloys). Working with the equipment manufacturer using actual product samples is the most reliable way to validate selection before committing to full production.


