What those numbers don't capture is the slow-burn cost: product lost to fines, equipment degraded by particulate ingress, housekeeping labor, filter replacement, and the regulatory exposure that accumulates when dust management falls behind.
The critical point most facilities miss is that dust is not an unavoidable byproduct. It is largely a function of equipment choices, process design, and operational habits — which means it is substantially controllable. This article examines where dust costs actually originate and presents concrete reduction strategies organized by type of intervention: equipment and design decisions, operational management, and system-level changes.
Key Takeaways
- Dust costs span product loss, regulatory fines, equipment wear, health liability, and unplanned downtime — not one budget line
- Transfer and transition points generate most fugitive emissions, not the general processing floor
- Effective control starts at the source — minimize dust generation first, then collect what remains
- Early equipment and design choices have an outsized effect on long-term dust output; retrofitting costs more and delivers less
- Collection alone manages dust; source containment and controlled size reduction eliminate it
How Dust-Related Costs Build Up in Powder Processing
Dust-related costs rarely appear as a single budget line. They build across multiple categories — quietly, until an audit or equipment failure forces the reckoning.
The typical cost categories include:
- Product loss from fine particles that escape the process stream
- Housekeeping labor and industrial vacuum equipment and filter replacement
- Premature equipment failure from particulate ingress — studies have attributed up to 70% of premature machine failures to contamination, with sub-5-micron particles identified as especially damaging
- OSHA regulatory exposure: serious violations carry fines of up to $16,550 per violation, with willful or repeated violations reaching $165,514 per violation
- Incident response costs following combustion events or equipment failures

These costs tend to be invisible during normal operations. They surface during a regulatory audit, after a bearing failure traced to dust ingress, or following an unplanned shutdown. The compounding mechanism makes this worse: unchecked emissions degrade equipment, which increases fugitive dust volume, which accelerates wear further.
Fire risk data reinforces the same pattern. NFPA's 2023 manufacturing fire data found that mechanical failure or malfunction contributed to 24% of manufacturing structure fires, and failure to clean contributed to 11% — both tied directly to inadequate dust management.
Key Drivers of Dust Emissions in Powder Facilities
Dust control starts with knowing where emissions originate. Three interacting factors account for the majority of fugitive dust in powder facilities:
Material Characteristics
A material's particle size distribution, brittleness, and moisture content set the baseline dust risk before any processing begins. Particles below 100 microns become airborne more readily and stay suspended longer. Materials prone to attrition — where handling itself generates fines — present compounding risks because the dust problem grows as processing continues.
According to OSHA, particulates smaller than 500 microns can pose flash-fire or explosion hazards when suspended in air. Size reduction operations without output control can push material well below that threshold.
Process Conditions at Transfer Points
The physics of material transfer directly govern dust generation. Research published in Chemical Engineering and Processing shows that air entrainment in a free-falling bulk solids stream scales with drop height to approximately the 5/3 power — meaning doubling drop height more than triples the dust generated. Material velocity compounds this further.
OSHA flags four operations as the primary dust generators in bulk handling facilities:
- Conveying
- Milling and grinding
- Loading and unloading
- Packaging
OSHA also notes that over half of combustible dust explosions occur in dust collectors — a consequence of concentrated airborne dust in collection systems that weren't designed or maintained appropriately.

System Design Gaps
Equipment-to-equipment transition points — discharge chutes, conveyor transfers, dosing stations — are disproportionately responsible for fugitive emissions. Unsealed flanged connections, open transfer points, and inadequate containment at charging stations allow continuous fine particle escape that operators often normalize rather than address. These are design decisions, not operational inevitabilities.
Cost-Reduction Strategies for Dust in Powder Processing
Effective dust reduction falls into three categories depending on where the leverage point lies: equipment and design decisions, day-to-day operational practices, and broader system-level changes to how material handling is structured.
Strategies That Reduce Dust by Changing Equipment and Design Decisions
Choose size reduction equipment that controls output particle size. High-impact methods — hammer mills, ball mills, pin mills — fracture materials beyond the target size, generating excessive fines that become airborne downstream. Equipment designed around controlled shearing rather than impact produces a tighter particle size distribution with fewer sub-100-micron particles entering the process stream.
Jersey Crusher's Lump Busters® use counter-rotating dual rotor shafts that shear material with a controlled grinding action rather than pounding it. The integrated screen system — with hole diameters customizable from ⅛" to 2" and beyond — defines output particle size by screen selection, so material exits at the target size rather than continuing through processing that generates fines. For applications where dust minimization is the primary objective, the Lump Abradors line uses gentle abrasion specifically engineered to break agglomerates without generating excessive dust.

Select enclosed conveying over open alternatives at the design stage. Open belt conveyors create dust at every transfer point. Tubular screw conveyors move material within a fully enclosed pathway, eliminating open transfer points entirely. Jersey Crusher's screw conveyor systems are designed specifically for this: enclosed tube construction that handles powders and bulk solids without exposing them to the surrounding environment.
Specify appropriate IP ratings for electrical and pneumatic enclosures. Per IEC 60529, an IP6X rating indicates dust-tight protection with no dust ingress. Undersized or unrated enclosures in dusty environments allow particulate accumulation inside machinery — leading to operational failures and secondary dust release. NEMA Type 12 enclosures provide indoor protection against circulating dust for general industrial applications; NEMA Type 9 is required for Class II combustible-dust classified locations.
Design loading and charging stations with integrated containment from the start. Manual sack or bulk bag discharge is typically the highest-emission point in a facility. NIOSH data shows that ventilated backdraft workstations reduce exposures by 90–97% during mixing tasks compared to uncontrolled conditions. Infeed hoppers with safety baffles — matched to the material's flow properties and loading method — contain dust at the charging stage rather than letting it escape into the work area. Jersey Crusher offers optional infeed hoppers with safety baffles across its equipment line, including dust collection venting integration for powder applications.
Strategies That Reduce Dust by Changing How Processing Is Managed
Implement a dust-specific cleaning protocol that targets non-obvious accumulation points. Beams, equipment tops, handrails, and recessed horizontal surfaces collect dust that poses both combustion risk and secondary suspension hazards. OSHA cites a threshold of ⅛ inch of accumulation over 5% of a facility's footprint as a trigger for mitigation action. Critically, cleaning must use industrial-grade vacuum equipment with appropriate filtration — compressed air blowdown re-suspends settled dust and is identified by OSHA as an unsafe housekeeping practice.
Establish a static electricity management program. Dry powders build electrostatic charge during transfer and mixing. OSHA requires personnel grounding and bonding for materials with a minimum ignition energy of 30 mJ or less during manual handling. All metal machinery should be grounded, and flexible connector materials between equipment should be verified capable of dissipating electrostatic charge. Standard air purge shaft seals — included on all Jersey Crusher units — prevent process material from migrating into bearing assemblies, removing a potential ignition point in the process.
Schedule regular inspection of all inter-equipment connections and seals. Even minor gaps at flanged joints or flexible connections allow fine particles to escape continuously. A connection that appears intact visually can be leaking significant quantities of particles below 100 microns during operation. Corrective action should be immediate, not deferred to the next scheduled maintenance window.
Match dust collection systems to actual operational conditions. The volume, particle size distribution, and toxicity of the dust determine whether point-of-use collectors, a centralized baghouse, or a combination is appropriate. Size collection capacity against peak production rates, not nominal throughput — those are the conditions when emissions are highest and undersizing causes the most exposure risk.
Strategies That Reduce Dust by Changing the Context Around Processing
Consider agglomeration or conditioning for inherently dusty bulk materials. A 2023 Heliyon review confirms that agglomeration and wet granulation reduce dustiness by increasing particle size and bulk density, minimizing air trapping between particles. Wet conditioning, pelletizing, or granule coating physically transforms fine powders into larger, more stable particles — reducing dust generation through all downstream handling steps, not just at one point. A 2011 Advanced Powder Technology study found that moistening bulk solids had the predominant influence on minimizing emissions compared to secondary airborne capture methods. When the material tolerates moisture addition, this single upstream change outperforms collection-only approaches across the entire process.
Redesign high-dust transfer points to reduce drop height and material velocity. The EPA's fugitive dust best practices guidance sets a practical operational benchmark: limit material drop distance to no more than 3 feet at transfer points. Given the 5/3-power relationship between drop height and air entrainment, this single design change can substantially reduce dust generation at transfer points with minimal capital investment.
Evaluate facility layout to separate high-emission operations from personnel areas. Size reduction and bulk bag discharge generate more dust than most other operations. Concentrating these operations in enclosed or segregated areas reduces both exposure risk and the area requiring active dust management — simplifying compliance and lowering the housekeeping burden across the facility.
Conclusion
Reducing dust-related costs in powder processing starts with identifying where emissions actually originate — at material transitions, in equipment design gaps, or in operational habits — rather than reaching for more filtration capacity as the primary response.
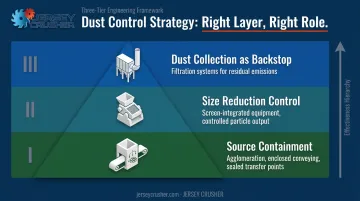
The most cost-effective programs combine early design decisions with operational discipline. The core strategy breaks down into three priorities:
- Contain at the source — enclosed conveying and sealed transition points stop dust before it migrates
- Control during size reduction — equipment configured to minimize fines generation reduces what needs to be collected
- Use collection as a backstop — filtration systems should address residual emissions, not carry the full burden
Collection systems remain necessary, but as a secondary layer — not the primary defense.
This approach requires periodic reassessment. As materials, products, and throughput volumes change, the dust risk profile changes with them. What controlled emissions at one production volume may fall short at another — so a review cycle tied to process changes is as important as the initial equipment selection.
Frequently Asked Questions
How to reduce dust in manufacturing?
Dust reduction requires a combination of source containment — enclosed equipment and sealed transfer points — appropriate dust collection systems, and regular maintenance. The most effective approach targets dust generation before it occurs rather than capturing it after release, since collection systems manage residual emissions but don't reduce the volume generated.
What are the health and safety risks of dust in powder processing facilities?
Primary hazards include respiratory exposure to fine particulates, which causes chronic occupational illness with prolonged exposure, and combustible dust explosion risk when airborne concentrations reach ignition thresholds. Settled surface dust creates a secondary explosion hazard when re-suspended by an initial event, which is why housekeeping is a safety-critical function in powder processing facilities.
What is the most effective dust control method for bulk solids handling?
No single method is universally most effective. Source containment at transfer points and enclosed conveying typically deliver the greatest reduction, while dust collection systems serve as a necessary secondary layer. The right combination depends on material properties — particle size, combustibility, moisture tolerance — and the specifics of the process design.
How does particle size affect dust generation in powder processing?
Finer particles become airborne more easily and travel further once suspended, so materials with a high proportion of sub-100-micron particles require more rigorous containment throughout the process. Size reduction equipment with integrated screens — rather than open-ended impact crushing — minimizes dust-forming fines at the source by producing consistent, controlled output particle sizes.
When should a facility use dust suppression versus dust collection?
Dust suppression — wetting, agglomeration, or conditioning — is appropriate when the material can tolerate moisture or size change and preventing generation is the priority. Dust collection is the standard approach for dry powder operations where material properties must be preserved; it also functions as a secondary control layer in facilities that use suppression upstream.
How often should dust control equipment and seals be inspected?
High-risk connection points and seals should be checked every scheduled maintenance cycle, with a comprehensive audit of all dust control components at minimum quarterly. For high-throughput operations or applications involving toxic or combustible dusts, increase inspection frequency — the cost of a missed seal failure far exceeds the cost of more frequent checks.