Particle size is the foundational variable in cannabis processing. It determines extraction efficiency, smokability, dosing accuracy, and how well you preserve the cannabinoids and terpenes you spent months cultivating. Getting it right starts before the solvent hits the biomass or the cone gets packed.
This guide covers why particle size matters, the main equipment types used for cannabis size reduction, optimal grind targets by application, common preparation challenges, and how to select the right equipment for your operation.
Key Takeaways
- Uniform particle size directly drives extraction yield, pre-roll quality, and batch-to-batch reproducibility
- Different applications need different targets: ~1mm for pre-rolls, 1–2mm for CO2, up to 6–12mm for ethanol
- Perforated screen mills produce the most consistent output; hammer mills trade heat generation and uniformity for raw throughput
- Moisture content before milling matters as much as mill selection: 10–12% for pre-rolls, below 15% for extraction
- Two-stage processing (bulk reduction + fine milling) is the most efficient approach at commercial scale
Why Particle Size Matters in Cannabis Processing
Surface Area, Yield, and Economic Reality
Every extraction method relies on solvent, heat, or pressure making contact with cannabinoid-bearing plant material. Particle size controls how much surface area is available for that contact. Smaller, uniform particles mean more surface exposure and higher cannabinoid recovery. Irregular sizes mean some material over-extracts while other pieces barely get touched — wasting both biomass and solvent.
The numbers back this up. Research published in ACS Food Science & Technology found that fine particle ethanol extraction (0.25–0.5mm) at 4°C produced 28% crude oil yield with 41% THCA recovery — a substantial gain over coarser preparation methods.
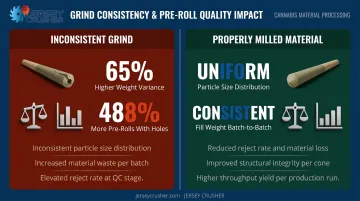
Pre-roll production tells the same story. Custom Cones USA's production data shows that unsifted, inconsistently ground material produced 65% higher weight variance and 488% more pre-rolls with holes from stems compared to sifted, properly milled material. Those figures represent real throughput loss and rework costs on the production floor.
The Double-Edged Problem of Grind Consistency
Poor milling cuts yield from both directions. Too coarse, and you leave cannabinoids in the biomass. Too fine, and you create new problems:
- Solvent channeling in extraction columns, where liquid bypasses compacted fines rather than percolating evenly
- Chlorophyll contamination — Evolved Extraction Solutions testing found chlorophyll jumped from 0.80 ppm at coarse (¼") grind to 20.94 ppm at ultra-fine (1/16") grind
- Filter clogging during solventless pressing, which reduces rosin yield and damages bag integrity
- Pre-roll machine jams from fine dust or compacted material, slowing throughput and increasing rework
Compliance Adds Another Layer
Consistent milling also has direct compliance implications. Regulated cannabis facilities must document batch-to-batch uniformity, and California's DCC Batch Production Record requirements set a clear standard for what that means in practice:
- Record actual yield versus expected yield for every batch
- Document specific equipment used during processing
- Log all ingredient weights throughout production
Consistent particle size is a prerequisite for hitting those targets reliably — and for explaining variance when you don't.
Types of Cannabis Size Reduction Equipment
Choosing the right milling method depends on target particle size, throughput volume, product application, and how sensitive your material is to heat, trichome damage, or moisture.
Hammer Mills
Hammer mills use a rotating shaft with attached hammers to break material through high-speed impact. They're effective for initial bulk size reduction and high-throughput operations, but they generate heat and friction. At excessive speeds, this heat degrades terpenes and can rupture plant cells, releasing chlorophyll into the material stream — a real concern for extract quality and finished product color.
Blade Mills
Blade mills cut material with rotating blades rather than hammering it. They achieve finer particle sizes than hammer mills and handle most cannabis biomass without the same heat intensity. The trade-off is output uniformity : the cutting mechanism produces a wider particle size distribution, making it harder to hit precise targets consistently across batches.
Perforated Screen Mills
Perforated screen mills push material through a screen with a defined opening using a rotating mechanism. Because every particle must pass through the same opening, output size is highly uniform. Heat generation is minimal, which is why this category is preferred for terpene-sensitive applications like solventless extraction and premium pre-roll production.
Customizable screen sizes let operators dial in exact particle size targets, and swapping screens adjusts output size without changing the machine. A single machine can serve multiple product lines by simply changing the screen.
Industrial Lump Breakers and Particle-izers for Cannabis
Before any fine milling happens, large compressed bales, trim, or dense biomass typically need initial bulk size reduction. This is where industrial lump breakers fit in.
Jersey Crusher's Lump Busters® break down bulk cannabis biomass using counter-rotating dual rotors. This shearing mechanism avoids the heavy pounding of hammer mills, preserving trichome integrity and terpene profile during initial size reduction. Particle-izers then deliver the fine, evenly-sized particles that extraction processes require.
Both product lines are built for regulated cannabis manufacturing environments:
- 316 stainless steel construction with food-grade white epoxy interior finish options
- Air purge shaft seals standard on every unit to prevent cross-batch contamination
- Customizable screen hole diameters from ⅛" to 2", covering the full range of cannabis size reduction targets
- Multiple model sizes (1515 through 6464) scaling from craft operations to commercial throughput
Optimal Particle Sizes by Cannabis Application
One-size-fits-all milling is one of the most common causes of sub-optimal outcomes in cannabis processing. Here's what the research and equipment testing show for each major application.
Pre-Roll Production
| Target | Particle Size | Effect |
|---|---|---|
| Optimal combustion | ~1mm | Efficient cannabinoid delivery, smooth burn |
| Slower-burning joints | 3–5mm | Extended effects, thicker smoke |
| Engineered burn profile | Blended distribution | Combines quick ignition with sustained burn |
One sensory study by FRITSCH found that joints made entirely from 0.5–1mm material had reduced airflow, while a blended 2mm/6mm distribution received the highest rating among test participants. Uniformity at your target size matters more than chasing a single number — consistent fill density is what prevents hot spots and uneven combustion.
Solvent-Based Extraction
Different solvents have different optimal particle size windows:
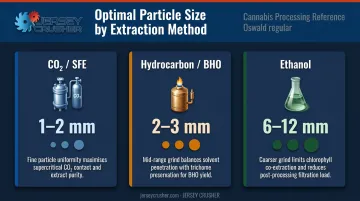
- CO2/SFE: 1–2mm. Smaller particles increase packing density from ~100–125 g/L (unmilled) to 225–250 g/L (milled), accelerating extraction speed and improving oil composition
- Hydrocarbon (BHO): 2–3mm. Slightly coarser than CO2 to reduce the risk of fine-particle channeling in closed-loop systems
- Ethanol: Up to 6–12mm for most commercial operations. Ethanol is aggressive enough to extract efficiently from coarser material, and larger particles reduce chlorophyll co-extraction and filter burden
Consistent screen sizing delivers repeatable column packing run to run — any variance in particle distribution shows up directly as variance in yield.
Solventless Extraction (Rosin and Bubble Hash)
Solventless processes are the most sensitive to grind size because there's no solvent selectivity — only mechanical pressure and water.
- Rosin pressing: 2–3mm is the generally accepted target. Too fine releases plant fats and waxes that contaminate the extract; too coarse reduces contact with press plates and drops yield
- Bubble hash: Trichome integrity matters more than biomass particle size. Ice water agitation separates trichome heads regardless of plant particle size, provided material isn't ground fine enough to pass through collection screens (typically 25–220 micron)
- Puck pressing: Pre-pressing biomass into uniform pucks before loading rosin bags improves consistency and helps prevent blowouts
Key Challenges in Cannabis Material Preparation
Moisture Content
Moisture before milling is as important as the milling method itself. Material that's too wet clogs screens, forms clumps, and reduces throughput. Material that's too dry causes trichome shattering — you lose potency as fine dust before the material ever reaches your extraction column or cone-filling machine.
Target ranges by application:
- Pre-roll production: 10–12% moisture (per STM Canna recommendations)
- Extraction biomass: Below 15%, with ~10% being an optimal target for ethanol milling (Evolved Extraction Solutions data)
Test your material moisture before committing to a milling run. Different cultivars, storage conditions, and harvest seasons all shift moisture levels across batches.
Heat Generation During Milling
Terpenes begin volatilizing well below the temperatures typically associated with combustion. For high-speed impact methods run continuously, heat buildup is a real operational risk — one that directly threatens terpene profiles and extract quality.
Equipment design choices that reduce heat exposure:
- Gear-reduction motor options for gentler processing speeds
- Belt drive configurations that allow speed adjustment
- Shearing mechanisms (counter-rotating rotors) rather than impact-based hammers
- Fresh-frozen/cryo-milling workflows for live resin and high-terpene applications
Batch-to-Batch Variability
Cannabis biomass is not a uniform feedstock. Cultivar differences, bud density, stem content, and moisture variation between harvests all affect how material mills. A screen diameter that produces perfect 2mm particles from a dense indoor flower may yield a different distribution from fluffy outdoor trim.
Accounting for this variability in your SOP requires consistent controls at every stage:
- Regular equipment calibration checks
- In-process particle size verification (sieve or visual)
- Adjustable screen sizing on your milling equipment
- Consistent moisture conditioning before milling runs
How to Choose the Right Size Reduction Equipment for Your Operation
Key Decision Factors
Before evaluating equipment, define these parameters:
- Production scale: Craft batch processing vs. continuous commercial throughput
- Product mix: Pre-roll, solvent extraction, solventless — or all three
- Particle size targets: Single application or multiple size ranges requiring screen changes
- Compliance requirements: GMP, stainless steel grade, audit-ready cleaning documentation
- Integration: Standalone mill or integrated into a conveyor/feeder/conveyor workflow
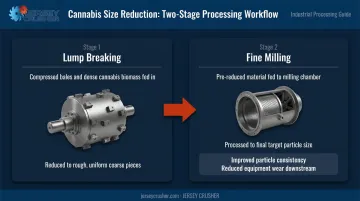
The Two-Stage Approach for Commercial Scale
Large operations benefit from separating bulk size reduction from fine milling. Running raw baled biomass directly into fine milling equipment stresses the machinery and produces inconsistent output: input material varies too much in size and density.
A two-stage workflow:
- Stage 1 — Lump breaking: Break down compressed bales, large biomass, or dense trim into manageable, roughly uniform pieces
- Stage 2 — Fine milling: Process the pre-reduced material through a screen mill to achieve final particle size targets
This reduces wear on fine milling equipment, improves throughput consistency, and gives you better control over the final particle size distribution.
Jersey Crusher's engineered-to-order systems pair Lump Abradors (first-stage lump breaking) with Particle-izers (fine particle production) in integrated configurations, with screw conveyors and volumetric feeders completing the continuous workflow.
Construction and Material Standards for Cannabis Equipment
For regulated cannabis facilities, equipment construction should meet these baseline requirements:
- Specify 316 stainless steel contact surfaces where possible — it outperforms 304 in corrosion resistance when solvent residues are present
- Confirm easy disassembly so surfaces can be accessed, inspected, and cleaned between batches
- Require air purge shaft seals to prevent cross-batch contamination (standard on all Jersey Crusher units)
- Verify spare parts availability upfront — lead times on replacement screens and rotors directly affect your facility's uptime
Meeting these standards is straightforward when equipment is sized to your actual material — not theoretical specifications. Jersey Crusher's engineers offer a product sample evaluation service where cannabis processors can ship their actual biomass to the Wayne, NJ facility for material analysis and a custom equipment recommendation. For an operation designing or scaling a processing line, that's a meaningful step before committing to equipment. Contact Jersey Crusher at 973-686-5999 or sales@jerseycrusher.com to get started.
Frequently Asked Questions
What is the ideal particle size for cannabis pre-rolls?
Approximately 1mm is the most commonly cited target for efficient cannabinoid delivery and smooth combustion. Coarser grinds (3–5mm) produce slower-burning joints. Many producers blend particle size distributions to engineer specific burn profiles — tight distribution at your chosen target size reduces quality variance between batches.
How does particle size affect cannabis extraction efficiency?
Smaller particles increase solvent-accessible surface area and improve cannabinoid recovery, but particles that are too fine cause solvent channeling in packed columns and clog filter bags. Balancing surface area with adequate flow drives extraction method-specific targets: 1–2mm for CO2, 2–3mm for hydrocarbon, and up to 6–12mm for ethanol.
What is the difference between a hammer mill and a perforated screen mill?
Hammer mills break material through high-speed impact — fast throughput, but more heat generation and less uniform output. Perforated screen mills use a gentler mechanism that forces all particles through a defined aperture, producing consistent particle sizes with minimal heat. Screen mills are preferred wherever potency and terpene preservation are priorities.
Does milling cannabis affect cannabinoid and terpene potency?
Low-heat milling at appropriate speeds does not significantly degrade cannabinoids or terpenes — testing on vacuum-assisted cutting mills has confirmed no measurable decarboxylation or terpene loss. The real risk is high-speed, high-heat processing or prolonged run times, both of which proper equipment selection avoids.
What moisture content should cannabis be at before milling?
Material that's too wet clogs screens and forms clumps; too dry and trichomes shatter as fine dust. For pre-roll production, 10–12% moisture is the typical target. For extraction, below 15% is the general guideline, with ~10% being optimal for ethanol milling. Test your specific material with your specific equipment — cultivar differences mean these ranges can shift.
How do I scale my cannabis milling operation for higher throughput?
Scaling typically involves three steps:
- Adopt a two-stage process: bulk reduction followed by fine milling
- Select equipment with higher throughput ratings and adjustable screen sizes
- Integrate conveyors and volumetric feeders to shift from batch to continuous processing
Continuous workflows cut labor costs and improve particle size consistency compared to manual batch loading.